Stahlsorten für Spritzgusswerkzeuge – Auswahl des Werkzeugstahls
Die Wahl des Stahls für ein Spritzgusswerkzeug ist eine der Entscheidungen, die den größten Einfluss auf die Lebensdauer des Werkzeugs, den Wartungsaufwand und die Fähigkeit haben, über einen längeren Zeitraum hinweg eine gleichbleibende Werkstückqualität zu gewährleisten.
Dennoch wird die Wahl des Stahls in vielen Projekten eher als technisches Detail behandelt, das dem Werkzeugmacher überlassen wird, und nicht als strategische Entscheidung, die auf der Grundlage eines konkreten Verständnisses der Produktionsanforderungen getroffen werden sollte.
Dieser Artikel gibt einen Überblick über die am häufigsten verwendeten Stahlsorten für Spritzgusswerkzeuge, ihre Unterschiede und die Faktoren, die bei der Auswahl für ein konkretes Projekt eine Rolle spielen sollten.
Warum die Wahl des Stahls entscheidend ist
Ein Spritzgusswerkzeug ist in jedem einzelnen Zyklus wiederholten thermischen und mechanischen Belastungen ausgesetzt. Die Kunststoffmasse wird unter hohem Druck eingespritzt, kühlt ab und schrumpft, und das Formteil wird ausgeworfen. Dieser Vorgang wiederholt sich hunderttausend- oder millionenfach über die gesamte Lebensdauer des Werkzeugs hinweg.
Der Stahl muss diesen Belastungen standhalten, ohne sich zu verformen, Risse zu bilden oder in einem Maße abzunutzen, das die Qualität des Werkstücks beeinträchtigt. Gleichzeitig muss er sich auf die geforderten Toleranzen bearbeiten lassen, auf die gewünschte Oberflächenqualität poliert werden können und in vielen Fällen gehärtet werden, um die Verschleißfestigkeit zu erhöhen.
Der richtige Stahl ist derjenige, der diese Anforderungen im Hinblick auf das Volumen, das Material und die Toleranzanforderungen des jeweiligen Projekts am besten in Einklang bringt. Hier erfahren Sie mehr darüber, wie viel ein Spritzgusswerkzeug kosten kann.
Die am häufigsten verwendeten Stahlsorten
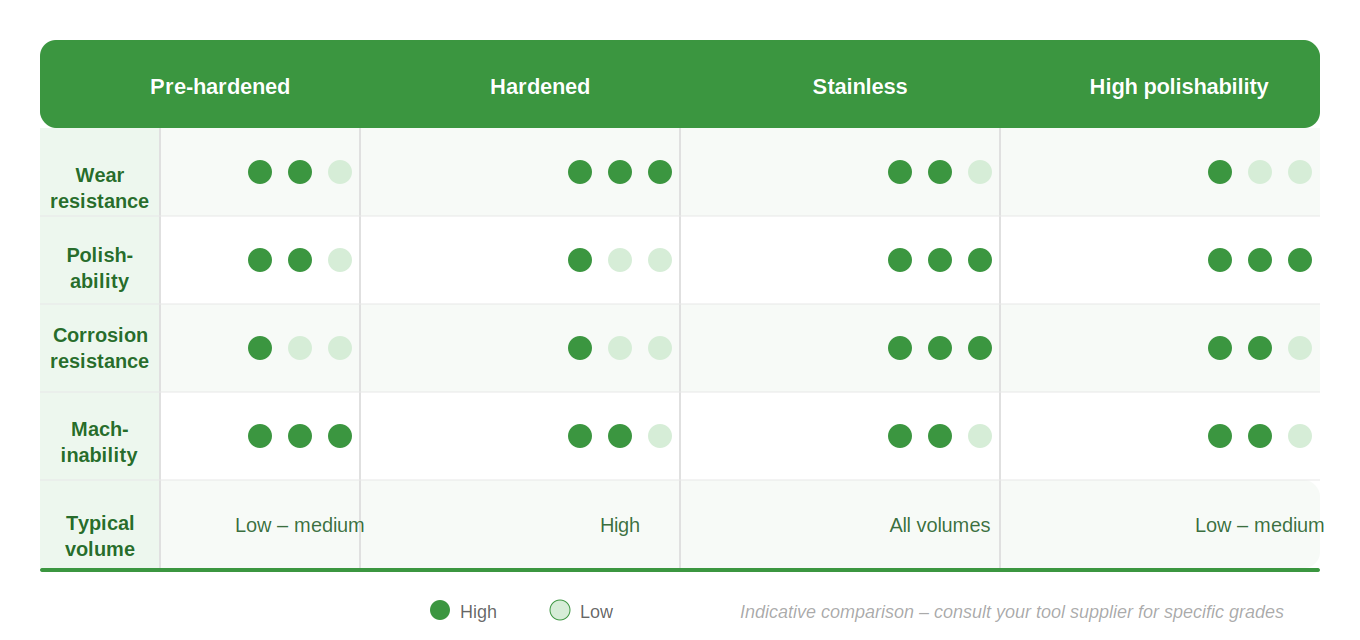
Vorvergüteter Stahl
Vorggehärteter Stahl wird in einem vorgehärteten Zustand geliefert und erfordert nach der Bearbeitung keine weitere Wärmebehandlung. Er ist die am häufigsten verwendete Stahlsorte für Spritzgusswerkzeuge in der Standard- und Mittelstückzahlproduktion.
Stähle dieser Kategorie eignen sich gut für Formhohlräume und Kerne, lassen sich leicht bearbeiten und weisen eine gute Polierbarkeit auf. Sie sind zwar nicht für sehr abrasive Werkstoffe oder extrem hohe Produktionsmengen geeignet, decken jedoch ein breites Anwendungsspektrum ab. Typische Bezeichnungen sind P20 und 718 – oder herstellerspezifische Varianten wie Impax Supreme und Holdax von Uddeholm mit entsprechenden Eigenschaften.
Gehärteter Stahl
Gehärteter Stahl erreicht seine endgültige Härte durch eine Wärmebehandlung nach der Bearbeitung. Dies sorgt für eine deutlich höhere Verschleißfestigkeit und eignet sich für die Großserienfertigung sowie für die Bearbeitung von abrasiven Werkstoffen wie glasfaserverstärkten und mineralgefüllten Kunststoffen.
H13 ist eine der am häufigsten verwendeten Bezeichnungen in dieser Kategorie und unter Produktnamen wie „Orvar Supreme“ von Uddeholm bekannt. Es zeichnet sich durch gute Zähigkeit und Hitzebeständigkeit aus, wodurch es sich für anspruchsvolle Produktionsbedingungen mit hohen Temperaturen und langen Laufzeiten eignet. Für besonders abrasive Werkstoffe und extrem hohe Stückzahlen stehen darüber hinaus pulvermetallurgische Stähle wie Vanadis 4 Extra und Unimax zur Verfügung, die hohe Härte mit guter Zähigkeit verbinden.
Edelstahl
Edelstahl wird vor allem in Bereichen eingesetzt, in denen Korrosionsbeständigkeit erforderlich ist. Dies gilt insbesondere für die Herstellung von medizinischen Geräten, Lebensmittelverpackungen und Bauteilen aus PVC oder anderen korrosiven Kunststoffen.
Stahl dieser Kategorie, der typischerweise als S136 oder unter den Produktnamen Stavax ESR und Corrax von Uddeholm bezeichnet wird, vereint gute Polierbarkeit mit hoher Korrosionsbeständigkeit und eignet sich für Formhohlräume mit hohen Anforderungen an die Oberflächenqualität. Corrax zeichnet sich dadurch aus, dass es sich um einen vorgehärteten rostfreien Stahl handelt, der keine Wärmebehandlung erfordert, was die Bearbeitung und Reparatur erleichtert.
Stahl mit hoher Polierbarkeit
Für Anwendungen mit besonders hohen Anforderungen an die Spiegelpolitur – z. B. optische Komponenten oder sichtbare Designoberflächen – wird Stahl mit besonders hohem Reinheitsgrad verwendet. Polmax von Uddeholm ist ein Beispiel für einen Stahl, der speziell für diesen Einsatzzweck entwickelt wurde, bei dem die Reinheit der Stahlschmelze entscheidend für das endgültige Polierergebnis ist.
Einsätze aus Kupferlegierungen
Kupferlegierungen werden nicht als Konstruktionsstahl für ganze Formhälften verwendet, sondern als Einsätze in Bereichen mit besonderen Kühlanforderungen. Sie weisen eine deutlich höhere Wärmeleitfähigkeit als Stahl auf und können dazu dienen, die Kühleffizienz in lokalen Wärmezonen zu steigern.
Bei der Produktion für den Lebensmittelbereich und für medizinische Geräte sollte die Materialauswahl in diesen Bereichen stets anhand der geltenden behördlichen Anforderungen überprüft werden, da nicht alle kupferlegierten Werkstoffe für den Kontakt mit Lebensmitteln oder deren unmittelbare Nähe zugelassen sind.
Die Faktoren, die die Wahl beeinflussen
Produktionsvolumen
Das erwartete Gesamtvolumen ist der entscheidende Einzelfaktor. Für die Prototypenfertigung und kleine Stückzahlen kann ein weicherer und kostengünstigerer Stahl durchaus ausreichen. Bei Millionen-Serien ist gehärteter Stahl eine Voraussetzung, um einen vorzeitigen Austausch von Formhohlräumen und Kernen zu vermeiden. Mehr dazu erfahren Sie im Artikel: Was bestimmt die Lebensdauer eines Spritzgusswerkzeugs?
Kunststoff
Abrasive Kunststoffe wie glasfaserverstärktes Polyamid oder mineralgefülltes PP verschleißen Stahl deutlich schneller als Standardwerkstoffe. Für diese Werkstoffe sind eine höhere Härte und Verschleißfestigkeit erforderlich. Korrosive Kunststoffe wie PVC und POM stellen Anforderungen an die Korrosionsbeständigkeit. In dem Artikel „Von der Idee zum fertigen Spritzgusswerkzeug“ wird unter anderem dieser Bereich beschrieben.
Anforderungen an die Oberfläche
Werkstücke mit hohen Anforderungen an die Spiegelpolitur oder eine strukturierte Oberfläche stellen besondere Anforderungen an die Stahlqualität und -reinheit. Nicht jeder Stahl lässt sich auf optische Qualität polieren – hier ist die Reinheit der Stahlschmelze entscheidend, und in der Regel sind Spezialstähle mit hohem Reinheitsgrad erforderlich.
Toleranzanforderungen und Maßhaltigkeit Enge Toleranzen erfordern Stahl mit guter Maßhaltigkeit während der Wärmebehandlung. Bestimmte Stahlsorten verformen sich beim Härten stärker als andere, was eine Nachbearbeitung erforderlich machen kann.
Kühlanforderungen
In Fällen, in denen die Standardkühlung nicht ausreicht und konforme Kühlkanäle oder lokale Kühlmaßnahmen erforderlich sind, kann die Materialauswahl in den jeweiligen Zonen vom Rest des Werkzeugs abweichen.
Stahlauswahl und Wartung
Die Wahl des Stahls hat direkten Einfluss darauf, wie einfach und kostspielig die Wartung eines Werkzeugs im Laufe der Zeit ist. Gehärteter Stahl ist zwar verschleißfester, lässt sich jedoch schwieriger und teurer reparieren, da das Schweißen und die Nachbearbeitung einen höheren Spezialisierungsgrad erfordern. Vorgehärteter Stahl lässt sich leichter bearbeiten und reparieren, verschleißt jedoch unter anspruchsvollen Produktionsbedingungen schneller.
Bei der Auswahl geht es daher nicht nur um die anfängliche Lebensdauer, sondern um die gesamte Wartungsstrategie für das Werkzeug.
Zusammenfassung
Die Wahl des Stahls für ein Spritzgusswerkzeug sollte unter Berücksichtigung des Produktionsvolumens, des Kunststoffmaterials, der Oberflächenanforderungen und der Toleranzanforderungen getroffen werden. Es gibt keine universelle Lösung – der richtige Stahl ist derjenige, der den spezifischen Anforderungen des Projekts und der geplanten Wartungsstrategie am besten entspricht.
Die richtige Wahl des Stahls von Anfang an verringert das Risiko eines vorzeitigen Verschleißes, minimiert den Wartungsaufwand und stellt sicher, dass die Investition in das Werkzeug über seine gesamte Lebensdauer hinweg die erwartete Rendite bringt.
Häufig gestellte Fragen
Vorggehärtete Stähle wie P20 und 718 werden am häufigsten für die Serien- und Mittelstückzahlfertigung verwendet. Für die Großserienfertigung und bei abrasiven Werkstoffen kommt gehärteter Stahl wie H13 zum Einsatz.
Edelstahl kommt bei der Herstellung von medizinischen Geräten, Lebensmittelverpackungen und Bauteilen aus korrosiven Kunststoffen wie PVC zum Einsatz. Er wird außerdem verwendet, wenn hohe Anforderungen an die Polierbarkeit und die Oberflächenqualität gestellt werden.
Ja. Hochlegierte und gehärtete Stähle sind in der Anschaffung teurer und ihre Bearbeitung ist zeitaufwändiger. Die höheren Anschaffungskosten werden in der Regel durch eine deutlich längere Lebensdauer und geringere Wartungskosten ausgeglichen.
Ja, aber das ist anspruchsvoller als die Reparatur von vorvergütetem Stahl. Das Schweißen von vergütetem Stahl erfordert spezielle Ausrüstung und eine anschließende Wärmebehandlung, um die Stahlstruktur wiederherzustellen.
Entscheidend ist, ob das Material gemäß den geltenden gesetzlichen Anforderungen für den Kontakt mit oder die Nähe zu Lebensmitteln zugelassen ist. Rostfreier Stahl mit hoher Korrosionsbeständigkeit ist in der Regel die sichere Wahl, während andere Materialien, darunter bestimmte Einsätze aus Kupferlegierungen, vor dem Einsatz im Lebensmittelbereich stets überprüft werden sollten.










