Die Entwicklung eines Spritzgusswerkzeugs ist kein linearer Prozess von der Zeichnung bis zur Produktion. Es handelt sich um einen Ablauf, bei dem Entscheidungen in einer frühen Phase direkte Auswirkungen auf Qualität, Preis und Lieferzeit haben – und bei dem eine enge Zusammenarbeit zwischen Konstrukteur, Werkzeugbauer und Hersteller eine Voraussetzung für ein gutes Ergebnis ist.
Dennoch wird die Komplexität oft unterschätzt. Ein Spritzgusswerkzeug ist kein Standardbauteil, das ohne vorherige Analyse spezifiziert werden kann. Es handelt sich um ein Präzisionswerkzeug, das an das jeweilige Werkstück, den betreffenden Kunststoff und den Produktionsprozess, in den es integriert werden soll, angepasst werden muss.
Dieser Artikel beschreibt den Entwicklungsprozess Schritt für Schritt – von der ersten Idee bis hin zu einem validierten und serienreifen Werkzeug.
Schritt 1: Themenanalyse und Anforderungsspezifikation
Alles beginnt mit dem Werkstück. Bevor ein Werkzeug konstruiert werden kann, muss klar sein, welche Funktionen das Werkstück erfüllen soll, unter welchen Bedingungen es eingesetzt wird und welche Anforderungen an Toleranzen, Oberfläche und Funktion gestellt werden.
Es geht darum, eine Reihe grundlegender Fragen zu beantworten: Welche Funktion soll das Werkstück erfüllen? Welche Abmessungen und Toleranzen sind kritisch? Welchen Belastungen muss das Bauteil standhalten, und welche Anforderungen gelten für Oberflächenqualität und Oberflächenbeschaffenheit? Schließlich ist das erwartete Produktionsvolumen entscheidend, da es direkten Einfluss auf die Wahl der Anzahl der Kavitäten und der Stahlsorte hat.
Die Antworten legen den Rahmen für alles Folgende fest. Ein Produkt aus dem Bereich der medizinischen Geräte stellt andere Anforderungen als ein technischer Kabelkanal, und dies spiegelt sich direkt im Aufbau des Werkzeugs, in der Wahl des Stahls und in den Toleranzanforderungen wider.
Schritt 2: Auswahl des Kunststoffmaterials
Die Materialauswahl steht in engem Zusammenhang mit der Werkstoffanalyse, verdient jedoch eigene Beachtung. Der Kunststoff beeinflusst nicht nur die Werkstoffeigenschaften, sondern auch die Konstruktion und Dimensionierung des Werkzeugs.
Verschiedene Werkstoffe stellen unterschiedliche Anforderungen an Spritzdruck und Prozesstemperatur, Schrumpfung und Toleranzen, die Oberflächenbehandlung im Formhohlraum sowie Entlüftung, Kühlung und Stahlsorte. Ein Material wie PEEK erfordert die Verarbeitung bei hohen Temperaturen und stellt besondere Anforderungen an den Stahl und das Kühlsystem. Ein Standard-Polypropylen ist weitaus unempfindlicher. Stahlsorten für Spritzgusswerkzeuge – Auswahl des Werkzeugstahls
Schritt 3: Design for Manufacturing
Sobald Werkstück und Material festgelegt sind, beginnt die Konstruktion. Dabei ist es entscheidend, dass das Werkstück nicht nur auf seine Funktion, sondern auch auf den Produktionsprozess, den es durchlaufen soll, ausgelegt ist.
Beim „Design for Manufacturing“ geht es darum, die Geometrie, Wandstärken, Entformungswinkel und Übergänge des Werkstücks so anzupassen, dass es im Spritzgussverfahren effizient und konsistent hergestellt werden kann. Werkstücke, die nicht für die Fertigung optimiert sind, führen zu Fehlern, Ausschuss und einem Bedarf an Nachbearbeitung.
Zu den typischen Anpassungen in dieser Phase gehören die Einführung von Entformungsschrägen für eine einfache Entnahme, die Optimierung der Wandstärken zur Vermeidung von Einfallstellen und Spannungen, die Verlagerung von Trennlinien auf nicht sichtbare Flächen sowie die Vereinfachung von Geometrien, die aus Stahl schwer herzustellen sind. Design for Manufacturing bei Spritzgusswerkzeugen
Schritt 4: Konstruktion des Spritzgusswerkzeugs
Sobald das optimierte Werkstückdesign feststeht, kann mit der eigentlichen Werkzeugkonstruktion begonnen werden. Hier fließen alle technischen Entscheidungen in eine Konstruktion ein, die hergestellt und in die Produktion übernommen werden kann.
Die Konstruktion legt die Anordnung der Kavitäten fest: Ein-Kavitäten- vs. Mehrkavitätenformen, die Dimensionierung der Kühlkanäle, das Auswerfersystem sowie die Trennebene und die Ziehrichtungen.
Die Wahl des Angusssystems ist eine zentrale Entscheidung in dieser Phase. In den allermeisten Fällen kommt ein Heißkanalsystem zum Einsatz, bei dem die Kunststoffmasse in beheizten Kanälen bis direkt zum Anguss flüssig gehalten wird. Dies sorgt für kürzere Zykluszeiten, minimalen Materialverlust und eine sauberere Oberfläche des Formteils ohne Angussspuren. In besonderen Fällen, typischerweise bei sehr einfachen Geometrien, spezifischen Materialien oder Kleinserienfertigung, kann ein Kaltkanalsystem sinnvoll sein.
In dieser Phase werden in der Regel Formfüllanalysen und Strömungssimulationen durchgeführt, um potenzielle Probleme wie Schweißnähte, Luftblasen und ungleichmäßige Füllung aufzudecken, bevor der Stahl in die Maschine eingelegt wird.
Schritt 5: Herstellung des Werkzeugs
Die Fertigung ist die praktische Arbeit, bei der die Konstruktion in Stahl umgesetzt wird. Es handelt sich um einen Prozess, der hohe Präzision erfordert und mehrere Bearbeitungsverfahren umfasst: CNC-Fräsen von Formlöchern und Kernen, EDM für komplexe Geometrien und scharfe Innenecken, Schleifen mit engen Toleranzen an Passflächen und Schließflächen sowie Polieren und schließlich die Montage und Justierung aller Komponenten.
Die Toleranzen bei einem Spritzgusswerkzeug liegen typischerweise im Bereich von Hundertstelmillimetern. Ein Fehler bei der Fertigung, der nicht frühzeitig entdeckt wird, kann die Nachbearbeitung ganzer Abschnitte erforderlich machen und das gesamte Projekt verzögern.
Schritt 6: Testlauf, Einfahren und Validierung
Bevor ein Werkzeug für die Serienfertigung freigegeben wird, durchläuft es einen kontrollierten Testlauf. Dabei werden die ersten Werkstücke gefertigt, und das Ergebnis wird systematisch anhand der Spezifikation geprüft.
Der Testlauf ermittelt, ob die Formkavität korrekt gefüllt wird, ob die Toleranzen innerhalb der Spezifikation liegen, ob die Oberfläche frei von Fehlern ist und ob die Zykluszeit realistisch ist. Etwaige Abweichungen werden in der Einlaufphase behoben, in der das Werkzeug angepasst und optimiert wird. Die Validierung ist die formelle Dokumentation, dass das Werkzeug und der Prozess den Anforderungen entsprechen. Testlauf, Einlaufphase und Validierung von Spritzgusswerkzeugen
Was kostet der gesamte Ablauf?
Der Entwicklungsprozess von der Idee bis zum validierten Werkzeug ist eine Investition, deren Umfang je nach Komplexität des Werkstücks, der Anzahl der Kavitäten, der Stahlqualität sowie den Anforderungen an Toleranzen und Oberflächenbeschaffenheit erheblich variiert.
Es ist wichtig zu verstehen, dass der Preis eines Spritzgusswerkzeugs nicht isoliert betrachtet werden kann. Entscheidungen, die zu Beginn des Prozesses getroffen werden – hinsichtlich der Formgebung des Werkstücks, der Materialauswahl und der Anzahl der Kavitäten – haben direkten Einfluss auf die Gesamtinvestition und auf die Betriebskosten, die über die gesamte Lebensdauer anfallen. Was kostet ein Spritzgusswerkzeug?
Vom fertigen Werkzeug bis zum langfristigen Betrieb
Sobald ein Werkzeug validiert und in die Produktion übernommen wurde, beginnt die nächste Phase: die Sicherstellung, dass sich die Investition langfristig auszahlt. Ein gut entwickeltes Werkzeug ist eine gute Ausgangsbasis, doch erst die Wartung entscheidet darüber, ob es die erwartete Lebensdauer und Qualität liefern kann.
Die Entscheidungen, die während der Konstruktion und Fertigung getroffen werden, wirken sich direkt darauf aus, wie einfach oder aufwendig die Wartung des Werkzeugs im Betrieb ist. Lesen Sie hier mehr darüber, wie die vorbeugende Wartung von Spritzgusswerkzeugen abläuft.
Zusammenfassung
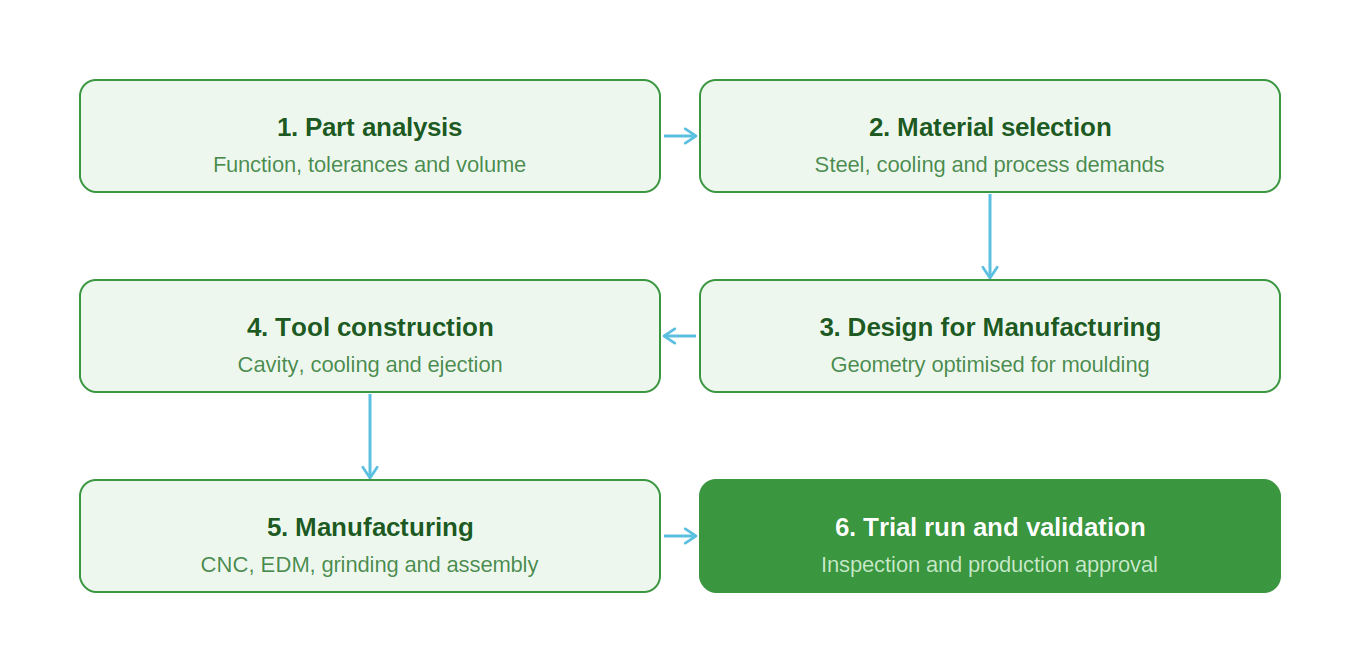
Die Entwicklung eines Spritzgusswerkzeugs umfasst sechs eng miteinander verbundene Phasen: Werkstückanalyse, Materialauswahl, Design for Manufacturing, Konstruktion, Fertigung und Validierung. Die Qualität jeder Phase hängt von der Qualität der vorhergehenden Phase ab.
Die teuersten Fehler in einem Werkzeugprojekt treten selten in der Fertigung auf. Sie entstehen, wenn Entscheidungen über die Werkstückkonstruktion und die Materialauswahl ohne ausreichende technische Analyse getroffen werden und erst entdeckt werden, wenn der Stahl bereits bearbeitet und Zeit aufgewendet wurde.
Ein gut durchdachter Entwicklungsprozess verringert genau dieses Risiko.
Häufig gestellte Fragen
Das hängt von der Komplexität ab. Ein einfaches Ein-Kavitäten-Werkzeug kann in 6–10 Wochen fertig sein. Komplexe Mehrkavitäten-Werkzeuge mit hohen Toleranzanforderungen können von der Spezifikation bis zum validierten Werkzeug 16–24 Wochen oder länger in Anspruch nehmen.
Änderungen sind bis zur Konstruktionsphase ohne größere Auswirkungen möglich. Änderungen, die erst nach Beginn der Fertigung vorgenommen werden, können eine Nachbearbeitung erfordern und das Projekt erheblich verlängern.
Eine Formfüllungsanalyse simuliert, wie sich der Kunststoff in den Formhohlraum ausfüllt. Sie dient dazu, Probleme wie Lufteinschlüsse, Schweißnähte und ungleichmäßige Füllung zu erkennen, bevor die Fertigung beginnt.
Nein. Selbst das am besten durchdachte Design muss in der Praxis überprüft werden. Der Testlauf ist die einzige Möglichkeit, um sicherzustellen, dass Werkzeug, Material und Prozess als ein einheitliches Ganzes funktionieren.
? Die Einfahrphase ist die praktische Anpassung von Werkzeugen und Prozessparametern. Die Validierung ist die formale Dokumentation, dass der Prozess stabil ist und den Spezifikationen entspricht.










