Ein Spritzgusswerkzeug kann mit größter Sorgfalt konstruiert und gefertigt worden sein und dennoch Anpassungen erfordern, bevor es serienreif ist. Das ist kein Anzeichen für Fehler im Prozess. Es ist ein zu erwartender Teil des Ablaufs.
Testlauf, Einlaufphase und Validierung sind die drei Phasen, die die Brücke zwischen einem fertiggestellten Werkzeug und einer stabilen, reproduzierbaren Produktion schlagen. Jede Phase hat ihren eigenen Zweck, und sie sind nicht gegenseitig austauschbar.
Das Überspringen dieser Phasen oder deren zu schnelle Durchführung ist einer der häufigsten Gründe dafür, dass sich der Produktionsstart verzögert oder dass Qualitätsprobleme erst entdeckt werden, wenn die Teile bereits im Umlauf sind. Lesen Sie hier, wie der Prozess von der Idee bis zum fertigen Spritzgusswerkzeug abläuft
Testlauf: Erste Elemente aus dem Tool
Beim Probelauf wird zum ersten Mal Kunststoff in das neue Werkzeug eingespritzt. Ziel ist es, unter kontrollierten Bedingungen eine Charge von Rohlingen herzustellen und das Ergebnis systematisch zu prüfen.
Ein Testlauf wird nicht unter vollem Produktionsdruck durchgeführt. Die Prozessparameter werden sorgfältig eingestellt, und es wird sich Zeit genommen, um zu beobachten, wie sich das Werkzeug und das Material verhalten.
Die ersten Werkstücke werden auf Folgendes geprüft:
• Korrekte Formfüllung ohne Fehlfüllungen oder Überläufe
• Abmessungen im Vergleich zur technischen Spezifikation
• Oberflächenqualität und Oberflächenausführung
• Vorhandensein von Schweißnähten, Einfallstellen oder Lufteinschlüssen
• Verlauf des Auswurfs ohne Spuren oder Verformungen am Werkstück
• Stabile Zykluszeit
Die Ergebnisse der Testfahrt bilden die Grundlage für die Einlaufphase. Abweichungen werden systematisch festgehalten und entsprechend ihrer Bedeutung für die Funktion und das Aussehen des Werkstücks priorisiert.
Einlaufphase: Anpassung von Werkzeugen und Prozessen
Die Einfahrphase ist die iterative Phase, in der die bei der Testfahrt festgestellten Abweichungen behoben werden. Dies kann Anpassungen sowohl der Prozessparameter als auch des Werkzeugs selbst beinhalten.
Bei prozessbezogenen Anpassungen geht es darum, den Einspritzdruck, die Temperatur, die Zykluszeit und die Kühlzeit so zu optimieren, dass sich das Material in dem jeweiligen Werkzeug wie erwartet verhält.
In den meisten Fällen wird mit einem Heißkanalsystem gearbeitet, weshalb die Inbetriebnahme auch die Feinabstimmung des Heißkanalsystems umfasst. Dazu gehören die Kalibrierung der Zonentemperaturen, die Überprüfung der gleichmäßigen Befüllung aller Kavitäten sowie die Sicherstellung, dass sich die Angüsse korrekt öffnen und schließen. Ein korrekt eingestelltes Heißkanalsystem ist eine Voraussetzung für eine stabile Produktion und eine gleichbleibende Werkstückqualität.
Mechanische Anpassungen am Werkzeug können Folgendes umfassen:
• Polieren oder Modifizieren von Formhohlräumen zur Behebung von Oberflächenfehlern
• Vergrößern oder Verkleinern von Angüssen zur Beeinflussung des Füllverhaltens
• Anpassen von Entlüftungsöffnungen zur Beseitigung von Lufteinschlüssen
• Anpassung des Auswerfersystems zur Vermeidung von Abdrücken auf dem Werkstück
• Korrektur von Maßen, die außerhalb der Toleranz liegen
Die Einlaufphase erfordert eine enge Zusammenarbeit zwischen Werkzeugbauer und Kunststofftechniker, da sich die Lösungen auf der Prozess- und der Werkzeugseite gegenseitig beeinflussen. Eine Änderung des Einspritzdrucks kann beispielsweise ein Füllproblem beheben, aber gleichzeitig eine schwache Stelle im Werkzeug zusätzlich belasten. Lesen Sie mehr über diesen Prozess in diesem Artikel: Design for Manufacturing bei Spritzgusswerkzeugen
Validierung: Formale Dokumentation der Prozesstauglichkeit
Die Validierung ist der formale Abschluss der Einlaufphase. Dabei wird dokumentiert, dass Werkzeug und Prozess gemeinsam Werkstücke konsistent und reproduzierbar gemäß der Spezifikation herstellen können.
Die Validierung erfolgt in der Regel in zwei Schritten:
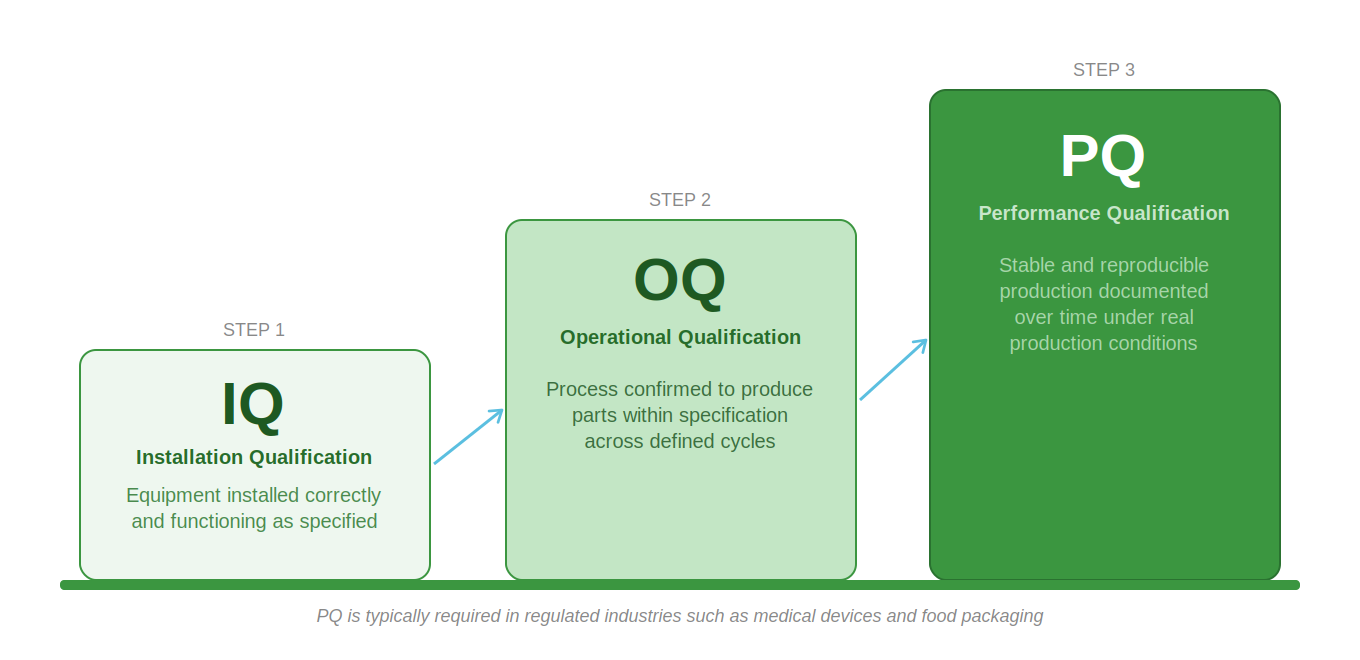
- Die IQ (Installation Qualification) bestätigt, dass das Tool korrekt installiert wurde und dass alle Geräte wie vorgesehen funktionieren.
- Die OQ (Operational Qualification) bestätigt, dass der Prozess über eine festgelegte Anzahl von Zyklen hinweg und unter variierenden, aber realistischen Prozessbedingungen Werkstücke gemäß der Spezifikation herstellen kann.
In regulierten Branchen wie der Medizintechnik und der Lebensmittelverpackung wird in der Regel eine dritte Stufe hinzugefügt, die PQ (Performance Qualification), die eine stabile Produktion über einen längeren Zeitraum und unter realen Produktionsbedingungen dokumentiert.
Die Validierung ist nicht nur eine interne Qualitätskontrolle. Sie dient als Nachweis gegenüber dem Kunden und, sofern relevant, gegenüber den Behörden, dass der Produktionsprozess unter Kontrolle ist.
Was eine Validierung abschließt
Eine Validierung ist abgeschlossen, wenn die Messergebnisse einer festgelegten Anzahl gefertigter Werkstücke bestätigen, dass alle kritischen Maße und Eigenschaften stabil innerhalb der festgelegten Toleranzen liegen.
Dies beinhaltet in der Regel eine statistische Auswertung der Messdaten und nicht nur eine Beurteilung der Durchschnittswerte. Prozessfähigkeitsindizes wie Cp und Cpk werden verwendet, um zu beschreiben, wie groß der Spielraum zwischen dem Prozess und den Toleranzgrenzen ist.
Das Ergebnis der Validierung ist ein Bericht, der die Prozessparameter, die Messergebnisse und die Schlussfolgerung dokumentiert, dass das Bauteil in Serienproduktion überführt werden kann.
Der Zusammenhang zwischen Wartung und Lebensdauer
Die während der Einlaufphase und der Validierung festgelegten Prozessparameter dienen als Referenz für die gesamte Lebensdauer des Werkzeugs. Abweichungen von diesen Parametern im laufenden Betrieb sind ein frühes Anzeichen für Verschleiß oder Wartungsbedarf.
Ein gründlich validierter und dokumentierter Ablauf sorgt somit nicht nur für einen reibungslosen Produktionsstart. Er bietet auch eine wichtige Vergleichsgrundlage, um festzustellen, wann ein Werkzeug beginnt, von seinem optimalen Zustand abzuweichen. Mehr dazu erfahren Sie in diesen Artikeln: Vorbeugende Instandhaltung von Spritzgusswerkzeugen und Was bestimmt die Lebensdauer eines Spritzgusswerkzeugs?
Zusammenfassung
Testlauf, Einlaufphase und Validierung sind drei separate Phasen mit jeweils eigenem Zweck. Der Testlauf deckt Probleme auf, die Einlaufphase behebt sie und die Validierung dokumentiert sie.
Die Qualität dieser Phasen entscheidet darüber, ob ein Produktionsstart planmäßig verläuft und ob die Dokumentation vorliegt, die in regulierten Branchen oder bei der Zulassung von Lieferanten erforderlich ist.
Ein Werkzeug ist erst dann serienreif, wenn die Validierung abgeschlossen ist und die Dokumentation vorliegt.
Häufig gestellte Fragen
Im Rahmen des Testlaufs werden die ersten Werkstücke mit einem neuen Werkzeug gefertigt; dies bietet eine systematische Grundlage für die Beurteilung, ob das Werkzeug die Spezifikation erfüllt und welche Anpassungen erforderlich sind.
Die Einfahrphase ist die praktische Phase, in der Werkzeuge und Prozessparameter auf die gewünschte Werkstückqualität abgestimmt werden. Die Validierung ist die formale Dokumentation, dass der Prozess stabil und innerhalb der Spezifikation reproduzierbar ist.
Es handelt sich um drei Schritte eines formellen Validierungsprozesses. Die IQ dokumentiert die korrekte Installation, die OQ dokumentiert, dass der Prozess die Spezifikationen erfüllt, und die PQ dokumentiert eine stabile Produktion über einen längeren Zeitraum unter realen Produktionsbedingungen.
PQ ist in der Regel eine Anforderung in regulierten Branchen wie der Medizinprodukte- und Lebensmittelverpackungsindustrie sowie bei Lieferantenzulassungsverfahren, die Nachweise zur Prozesstauglichkeit verlangen.
Cp und Cpk sind statistische Kennzahlen, die beschreiben, wie zentriert und stabil ein Produktionsprozess im Verhältnis zu den Toleranzgrenzen ist. Sie werden in Validierungsberichten verwendet, um die Prozesstauglichkeit zu dokumentieren.










