Prisen på et sprøjtestøbeværktøj er et af de spørgsmål, der oftest stilles tidligt i et projekt, og et af de sværeste at besvare uden et konkret grundlag.
Det skyldes ikke, at priserne er tilfældige eller uigennemsigtige. Det skyldes, at prisen på et sprøjtestøbeværktøj er direkte afhængig af en række tekniske og produktionsmæssige beslutninger, der varierer markant fra projekt til projekt.
En realistisk prisforventning kræver derfor en forståelse af, hvad der driver omkostningerne.
Denne artikel gennemgår de vigtigste parametre, hvad de betyder i praksis, og hvordan man som kunde bedst forbereder sig til en prisdialog.
Hvad bestemmer prisen?
Prisen på et sprøjtestøbeværktøj er summen af de ressourcer, der kræves for at konstruere, fremstille og validere det.
De væsentligste faktorer er:
Emnets kompleksitet
Jo mere kompleks geometri, jo mere tid kræves der til konstruktion, CNC-bearbejdning og EDM. Underskæringer, kæbeløsninger og komplekse indvendige profiler øger prisen mærkbart. Læs mere om denne del i artiklen: Design for Manufacturing i sprøjtestøbeværktøjer
Kavitetantal
Et multikavitetsværktøj koster mere at fremstille end et enkavitetsværktøj, men producerer flere emner pr. cyklus. Valget af kavitetantal afhænger af det forventede produktionsvolumen og afvejningen mellem investeringen i værktøjet og de løbende stykomkostninger. Enkeltkavitets- vs multicavitetsforme
Tolerancer og overfladekrav
Stramme tolerancer kræver præcisionsbearbejdning og mere tid i fremstillingen. Høje krav til overfladekvalitet, fx spejlpolering til optiske emner eller struktureret finish til designprodukter, kræver ligeledes specialiseret efterbehandling.
Stålkvalitet
Valget af stål påvirker både fremstillingsprisen og værktøjets levetid. Et højlegeret præstationsstål til høj-volumenproduktion er dyrere end et standardstål til prototype eller lavvolumenproduktion, men giver en markant længere levetid. Læs mere valg af stål her: Ståltyper til sprøjtestøbeværktøjer – valg af værktøjsstål
Indløbssystem
I langt de fleste tilfælde anvendes et hotrunner-system, som reducerer materialespild og giver kortere cyklustider. Et hotrunner-system indebærer en højere initial investering end et koldkanalsystem, men er typisk den bedre løsning set over værktøjets samlede levetid.
Størrelse
Større emner kræver større stålblokke, større maskiner og mere bearbejdningstid. Størrelsen alene er dog sjældent den afgørende faktor, da kompleksitet vejer tungere end råmål.
Hvad kan et sprøjtestøbeværktøj koste?
Prisintervallet for sprøjtestøbeværktøjer er meget bredt. Et simpelt enkavitetsværktøj til et ukompliceret emne kan ligge fra 50.000 til 150.000 kr. Et komplekst multikavitetsværktøj med høje tolerancekrav, kæbeløsninger og hotrunner-system kan koste fra 500.000 kr. og opefter.
Disse tal er vejledende og kan ikke erstatte en konkret vurdering baseret på emnedata og kravspecifikation. De illustrerer dog spændet og understreger, at prisen er et resultat af tekniske valg, ikke en fast størrelse.
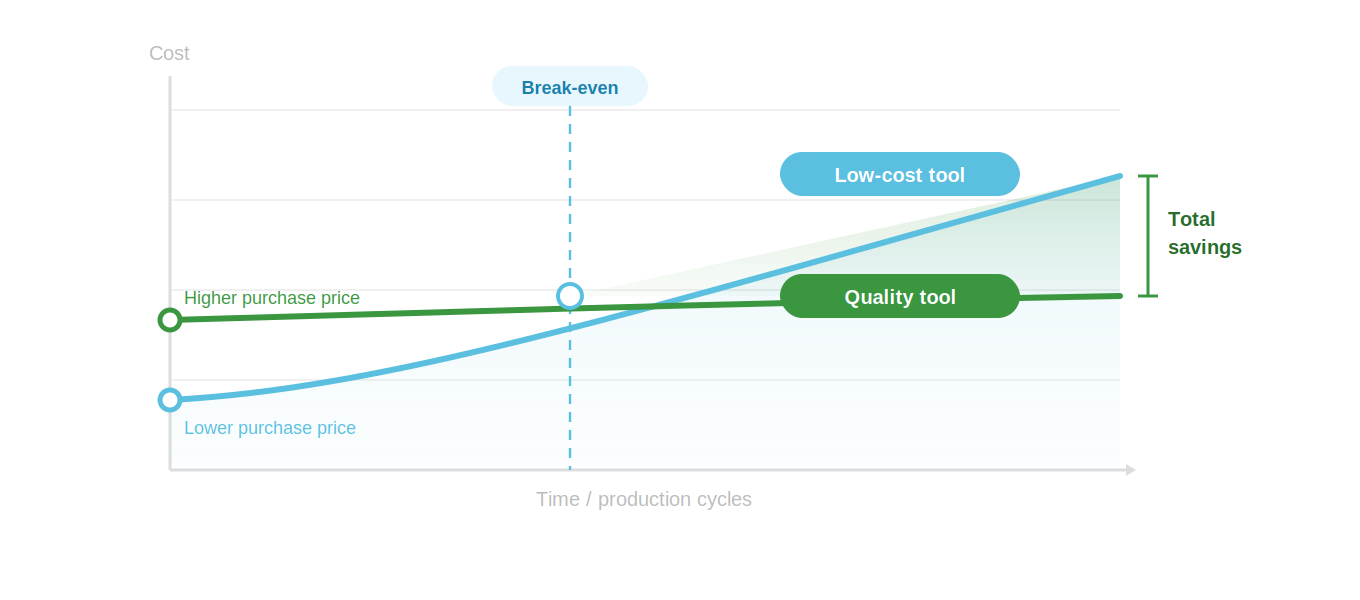
Totalomkostning frem for anskaffelsespris
En erfaren indkøber vurderer ikke prisen på et sprøjtestøbeværktøj isoleret. Det relevante tal er totalomkostningen over værktøjets levetid, hvilket inkluderer:
- Anskaffelsesprisen på værktøjet
- Løbende vedligeholdelsesomkostninger
- Stykpris på de producerede emner
- Forventet levetid og antal cyklusser
- Risikoen for uplanlagte stop og reparationer
Et billigt værktøj, der kræver hyppig vedligeholdelse, kortere levetid og producerer med højere udskudsprocent, er sjældent den billigste løsning set over tid.
Hvad påvirker prisen i den tidlige fase?
De beslutninger, der har størst indflydelse på prisen, træffes ikke af værktøjsmageren. De træffes af den, der designer emnet.
Emnedesign, materialevalg og tolerancekrav fastlægger rammerne for, hvad et værktøj skal kunne. En DfM-gennemgang tidligt i forløbet er derfor ikke blot god praksis, det er den mest effektive måde at sikre, at prisen afspejler det reelt nødvendige, og ikke betales for kompleksitet, der kunne have været undgået. Læs mere om hvordan i artiklen: Fra idé til færdigt sprøjtestøbeværktøj.
Sådan forbereder du en prisdialog
For at få et præcist og sammenligneliget tilbud er det en fordel at have følgende klar:
- 3D-model og 2D-tegninger med tolerancer
- Materialekravspecifikation
- Forventet årsvolumen og total levetidsvolumen
- Krav til overflade og finish
- Krav til dokumentation og validering, herunder om IQ, OQ eller PQ er påkrævet [INTERN LINK → Testkørsel, indkøring og validering]
- Ønsket leveringstid
Jo mere komplet grundlaget er, jo mere præcist vil tilbuddet være, og jo lettere er det at sammenligne tilbud fra forskellige leverandører på et reelt grundlag.
Opsummering
Prisen på et sprøjtestøbeværktøj bestemmes af emnets kompleksitet, kavitetantal, tolerancekrav, stålvalg, indløbssystem og størrelse. Der er ingen standardpris, fordi der ikke findes et standardværktøj.
Den vigtigste pointe er, at prisen i høj grad sættes i designfasen. Beslutninger om emnegeometri, materialevalg og tolerancer har direkte og målbar indflydelse på, hvad et færdigt værktøj kommer til at koste og hvad det koster at drive over tid.
Ofte stillede spørgsmål
Prisen varierer betydeligt afhængigt af kompleksitet, kavitetantal og krav. Et simpelt enkavitetsværktøj kan starte fra 50.000 kr., mens komplekse multikavitetsværktøjer kan koste 500.000 kr. og derover. En præcis pris kræver en konkret vurdering baseret på emnedata.
Emnets kompleksitet er typisk den mest afgørende faktor. Underskæringer, kæbeløsninger og stramme tolerancer øger konstruktions- og bearbejdningstiden markant.
Ikke nødvendigvis. Et lavere anskaffelsespris kan modsvares af højere vedligeholdelsesomkostninger, kortere levetid og højere stykpris. Totalomkostningen over levetiden er det relevante sammenligningsgrundlag.
Et præcist tilbud forudsætter 3D-model, 2D-tegninger med tolerancer, materialekrav og forventet volumen. Jo mere komplet grundlaget er, jo mere præcist og sammenligneligt er tilbuddet.
Ja. Et hotrunner-system indebærer en højere initial investering end koldkanal, men reducerer materialespild og giver kortere cyklustider. Set over levetiden er det typisk den bedre og mere omkostningseffektive løsning.










