Sprøjtestøbte emballagekomponenter til fødevareindustrien stiller krav til sprøjtestøbeværktøjet, som adskiller sig markant fra standard industrielle applikationer. Det handler ikke blot om tolerancer og cyklustider – det handler om at konstruere et værktøj der fra første dag understøtter den compliance-rejse, som producenten af emballagen er forpligtet til at gennemføre.
Emballageindustrien befinder sig desuden midt i en strukturel omstilling. EU’s forordning om emballage og emballageaffald presser markedet mod genanvendelige løsninger, og mono-materiale plastikemballage er i stigende grad svaret. Det stiller nye og skærpede krav til de forme der skal producere den emballage – og det er præcis i det krydsfelt Kellpo opererer.
Denne artikel gennemgår de konstruktionsmæssige og regulatoriske særkrav der gælder for sprøjtestøbeværktøjer til fødevareemballage, og forklarer hvorfor mono-materialespecialisering er blevet et konkurrenceparameter i sig selv.
Hvem ejer compliance-ansvaret – og hvad betyder det for formen?
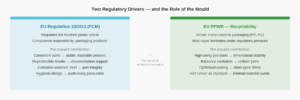
EU-forordning 10/2011 om plastmaterialer og -genstande bestemt til kontakt med fødevarer regulerer det færdige plastprodukt emballagen – ikke det produktionsudstyr der fremstiller den. Compliance-forpligtelsen ligger hos den virksomhed der producerer emballagen: de skal dokumentere at det færdige plastmateriale overholder forordningens krav og kan fremvise en Declaration of Conformity.
Sprøjtestøbeværktøjet er ikke et food contact material i lovgivningens forstand. Men formen er en afgørende forudsætning for at emballageproducenten overhovedet kan opfylde sine forpligtelser. Et værktøj der producerer inkonsistente emner, varierende vægtykkelser eller dimensionsafvigelser gør det vanskeligt for kunden at dokumentere en stabil og reproducerbar proces – og det er netop den stabilitet, der er fundamentet under en troværdig compliance-dokumentation.
Det er i det lys at stålvalg, overfladefinish, hotrunner-konfiguration og kavitetsbalance bliver compliance-relevante valg – ikke fordi formen selv er reguleret, men fordi en veldesignet form er det tekniske fundament under kundens evne til at producere ensartet og dokumenterbart.
Mono-materialer og den næste bølge af emballagekrav
EU’s forordning om emballage og emballageaffald (PPWR) sætter ambitiøse mål for genanvendelighed og indfører krav om at emballage skal kunne indgå i en reel materialecirkel. Det er en regulatorisk driver der fundamentalt ændrer emballageindustriens designpræmisser.
Svaret fra industrien er i stigende grad mono-materiale emballage – emballage fremstillet i ét plastmateriale, typisk PP eller PE, frem for laminerede multi-layer konstruktioner der er vanskelige at adskille og genanvende. En bæger, et låg og en forsegling i samme materiale kan genanvendes som én fraktion. En lamineret konstruktion med barrierebeskyttelse i et andet polymersystem kan det ikke.
For sprøjtestøbeværktøjer betyder overgangen til mono-materialer, at formen ikke længere kan kompensere for variationer i procesparametre ved hjælp af materialesystemets egne egenskaber. Mono-materiale polypropylen eller polyethylen stiller højere krav til formens præcision, kølesystems jævnhed og portplaceringens præcision, for at emnet kan opnå den dimensionsstabilitet og overfladekvalitet der kræves i en industriel emballageproduktion. Det er et konstruktivt krav der begynder i formen.
Stålvalg og overfladebehandling i fødevarekontekst
I konventionelle industrielle værktøjer træffes valget af stål primært ud fra hårdhed, sejhed og bearbejdelighed. I fødevaresammenhæng tilføjes korrosionsbestandighed som et afgørende fjerde kriterie.
Produktionsmiljøet i en emballagefabrik stiller krav. Rengøringsmidler, temperaturcyklusser og materialer med fyldstoftilsætninger kan over tid angribe et stål der ikke er valgt til formålet. Rustangreb i formhulrummet er uacceptabelt – dels fordi det kompromitterer emneoverfladen, dels fordi korrosion kan frigøre partikler der kontaminerer emnet. Korrosionsbestandige rustfrie stålkvaliteter er standardvalget til kaviteter i fødevarekritiske applikationer, og den konkrete stålkvalitet verificeres altid i forhold til den specifikke applikation og de krav kunden stiller til sin egen procesgodkendelse.
Overfladebehandlingen er mindst ligeså vigtig som stålvalget. En poleret, glat kavitetoverflade uden revner, spalter eller porøsitet understøtter hygiejne og letter rengøringen – begge dele centrale parametre i en fødevareproduktion der skal leve op til interne og eksterne audit-krav. Ståltyper til sprøjtestøbeværktøjer – valg af værktøjsstål
Multikavitetsværktøjer og cyklustider
Fødevareemballage produceres i meget høje volumener. En kapsel til en yoghurtbæger, et låg til en drikkevare eller en bakke til frisk produkt kan produceres i millioner om ugen. Det stiller krav om høj kavitationsgrad og korte cyklustider.
Et sprøjtestøbeværktøj til volumenproduktion af emballage kan have 16, 32, 64 eller endnu flere kaviteter afhængigt af emnets størrelse og den maskine det køres på. I mono-materiale applikationer er balancering af alle kaviteter særligt kritisk – alle positioner skal modtage identisk smelte, tryk og køling, for at emnerne kan holdes inden for de snævre dimensionstolerancer der kendetegner tyndvæggede emner. Enkeltkavitets- vs multicavitetsforme
Cyklustiden er en central parameter. Tyndvæggede mono-materiale emner afkøles hurtigt, men stiller høje krav til formfyldning og indsprøjtningstryk, fordi der ikke er et multi-layer system til at fordele procesenergi. Optimering af kølesystem og hotrunner-layout er afgørende for at realisere de korte cyklustider der gør emballageproduktionen rentabel.
Hotrunner-systemer i fødevareproduktion
I fødevareemballage er hotrunner-systemer standard. Det skyldes ikke kun de produktionstekniske fordele – kortere cyklustider, minimalt materialespild og en renere emneflade – men også den mere lukkede og kontrollerbare produktionsproces det giver sammenlignet med et koldkanalsystem.
I et koldkanalsystem skabes der ved hvert skud en indløbsklump af plastmateriale, der efterfølgende skal separeres og håndteres. I en mono-materiale strategi er genanvendelse af indløbsafskær teknisk mulig, men introducerer ekstra håndteringstrin og krav til sporlighed. Et hotrunner-system eliminerer indløbsklumpen og holder plastmassen lukket inde i det opvarmede system hele vejen frem til portpunktet – en konstruktion der passer naturligt til en produktionsfilosofi baseret på minimal spild og maksimal materialekontrol.
Dokumentation og validering som en del af kundens compliance
Compliance-dokumentationen for det færdige plastprodukt kræver at emballageproducenten kan demonstrere en stabil og reproducerbar sprøjtestøbeproces. Det er her et nyt sprøjtestøbeværktøj skal valideres – ikke for at opfylde krav til formen som sådan, men for at etablere det dokumentationsgrundlag kunden har brug for. Testkørsel, indkøring og validering af sprøjtestøbeværktøjer
Valideringen følger typisk en IQ/OQ/PQ-struktur, hvor det dokumenteres at værktøjet er korrekt installeret, at processen er under kontrol inden for definerede parametre, og at den resulterende produktion konsistent lever op til specifikationen. I emballagekontekst er dette dokumentationsforløb tæt knyttet til kundens interne godkendelseskrav og eventuelle krav fra fødevaremyndigheder eller store indkøbere i forsyningskæden.
Vedligeholdelse og levetid i emballageproduktion
Høj kavitationsgrad og korte cyklustider betyder at et sprøjtestøbeværktøj til emballageproduktion akkumulerer skud meget hurtigt. Et 32-kavitetsværktøj der kører med 5 sekunders cyklustid passerer en million skud på under 44 timer. Det stiller høje krav til vedligeholdelsesstrategien.
Forebyggende vedligeholdelse er ikke et valg men en nødvendighed i emballageproduktion. Et uplanlagt stop på en emballagelinje har direkte konsekvenser for nedstrømsproduktion og leveringssikkerhed. Forebyggende vedligeholdelse
Stål, overfladebehandling og konstruktionskvalitet påvirker direkte hvor ofte vedligeholdelse er nødvendig og hvad det kræver. Et rigtigt fundament fra konstruktionsfasen giver de bedste forudsætninger for lang levetid uden uforudsete stop. Hvad bestemmer levetiden på et sprøjtestøbeværktøj?
Opsummering
Et sprøjtestøbeværktøj til fødevareemballage er ikke blot et produktionsredskab – det er fundamentet under emballageproducentens evne til at dokumentere en stabil, compliant og reproducerbar process. Compliance-forpligtelsen for det færdige produkt hviler hos emballageproducenten, men formens kvalitet, præcision og konstruktive udgangspunkt er en forudsætning for at den forpligtelse kan indfries.
I takt med at emballageindustrien omstiller sig mod mono-materiale løsninger drevet af PPWR og genanvendelighedskrav, stiger de konstruktive krav til formen. Mono-materiale emballage i PP eller PE kræver højere formpræcision, tættere kavitetsbalancering og mere kontrolleret termisk styring end klassiske multi-layer konstruktioner. Det er en teknisk udvikling der giver den specialiserede formproducent en central rolle i emballageindustriens grønne omstilling.
Ofte stillede spørgsmål
Nej. Forordning 10/2011 regulerer det færdige plastprodukt der kommer i kontakt med fødevarer – altså emballagen. Compliance-forpligtelsen ligger hos emballageproducenten, ikke formproducenten. Formens rolle er at levere det tekniske grundlag – konsistente emner, stabil proces, reproducerbare resultater – som emballageproducenten har brug for til sin dokumentation.
Primært EU’s forordning om emballage og emballageaffald (PPWR), der stiller krav om genanvendelighed. Mono-materiale plastikemballage i PP eller PE kan genanvendes som én fraktion, hvorimod laminerede multi-layer konstruktioner er vanskelige at adskille og dermed svære at genanvende. Brands og retailers presser derudover deres leverandører i retning af mono-materiale løsninger som led i egne bæredygtighedsmål.
I en mono-materiale konstruktion er der ingen laminerede lag til at kompensere for variationer i procesparametre. Formen skal derfor levere høj dimensionsstabilitet og ensartet overfladekvalitet udelukkende gennem præcision i kavitetsgeometri, kavitetsbalancering, køling og portplacering. Det stiller højere krav til konstruktionen og stålbearbejdningen end en tilsvarende multi-layer applikation.
Valideringsstrukturen dokumenterer at værktøjet er korrekt installeret (IQ), at processen er under kontrol inden for definerede parametre (OQ), og at produktionen konsistent lever op til specifikationen (PQ). I emballagekontekst er dette dokumentationsforløb grundlaget for emballageproducentens interne godkendelse og eventuelle krav fra fødevarekunder eller myndigheder i forsyningskæden.
Hotrunner eliminerer indløbsklumpen og giver kortere cyklustider og minimalt materialespild – alle vigtige parametre i højvolumen emballageproduktion. I en mono-materiale strategi er et hotrunner-system desuden konsistent med målet om en lukket, kontrollerbar produktionsproces med minimal materialehåndtering. Koldkanal er fortsat relevant i særlige tilfælde, men er undtagelsen frem for reglen i industriel emballageproduktion.










