Prisen på et sprøytestøpeverktøy er et av spørsmålene som oftest stilles tidlig i et prosjekt, og et av de vanskeligste å svare på uten et konkret grunnlag.
Dette er ikke fordi prisene er tilfeldige eller ugjennomsiktige. Det er fordi prisen på et sprøytestøpeverktøy er direkte avhengig av en rekke tekniske og produksjonsbeslutninger som varierer betydelig fra prosjekt til prosjekt.
En realistisk prisforventning krever derfor en forståelse av hva som driver kostnadene.
Denne artikkelen gjennomgår de viktigste parameterne, hva de betyr i praksis, og hvordan du som kunde best kan forberede deg til en prisdialog.
Hva bestemmer prisen?
Prisen på et sprøytestøpeverktøy er summen av ressursene som kreves for å designe, produsere og validere det.
De viktigste faktorene er:
Emnets kompleksitet
Jo mer kompleks geometrien er, desto mer tid kreves for design, CNC-maskinering og EDM. Underskjæringer, kjeveløsninger og komplekse innvendige profiler øker prisen betydelig. Les mer om denne delen i artikkelen: Design for produksjon i sprøytestøpeverktøy
Antall hulrom
Et verktøy med flere kaviteter koster mer å produsere enn et verktøy med ett kavitet, men produserer flere deler per syklus. Valget av antall kaviteter avhenger av forventet produksjonsvolum og avveiningen mellom investeringen i verktøyet og de løpende enhetskostnadene. Støpeformer med ett kavitet vs. flerkaviteter
Toleranser og overflatekrav
Snære toleranser krever presisjonsmaskinering og mer produksjonstid. Høye krav til overflatekvalitet, som speilpolering for optiske gjenstander eller strukturerte overflater for designprodukter, krever også spesialisert etterbehandling.
Stålkvalitet
Valg av stål påvirker både produksjonskostnadene og verktøyets levetid. Høylegert ytelsesstål for storvolumproduksjon er dyrere enn standardstål for prototype- eller lavvolumproduksjon, men gir betydelig lengre levetid. Les mer om valg av stål her: Ståltyper for sprøytestøpeverktøy - valg av verktøystål
Innløpssystem
I de aller fleste tilfeller brukes et varmkanalsystem, noe som reduserer materialsvinn og gir kortere syklustider. Et varmkanalsystem innebærer en høyere initial investering enn et kaldtkanalsystem, men er vanligvis den bedre løsningen over hele verktøyets levetid.
Størrelse
Større deler krever større stålblokker, større maskiner og mer maskineringstid. Størrelse alene er imidlertid sjelden den avgjørende faktoren, ettersom kompleksitet veier tyngre enn rå dimensjoner.
Hva kan et sprøytestøpeverktøy koste?
Prisspennet for sprøytestøpeverktøy er svært bredt. Et enkelt verktøy med ett hulrom for en ukomplisert del kan variere fra 50 000 til 150 000 DKK. Et komplekst verktøy med flere hulrom med høye toleransekrav, kjefteløsninger og et varmkanalsystem kan koste fra 500 000 DKK og oppover.
Disse tallene er veiledende og kan ikke erstatte en konkret vurdering basert på fagdata og kravspesifikasjon. De illustrerer imidlertid spennet og understreker at prisen er et resultat av tekniske valg, ikke et fast beløp.
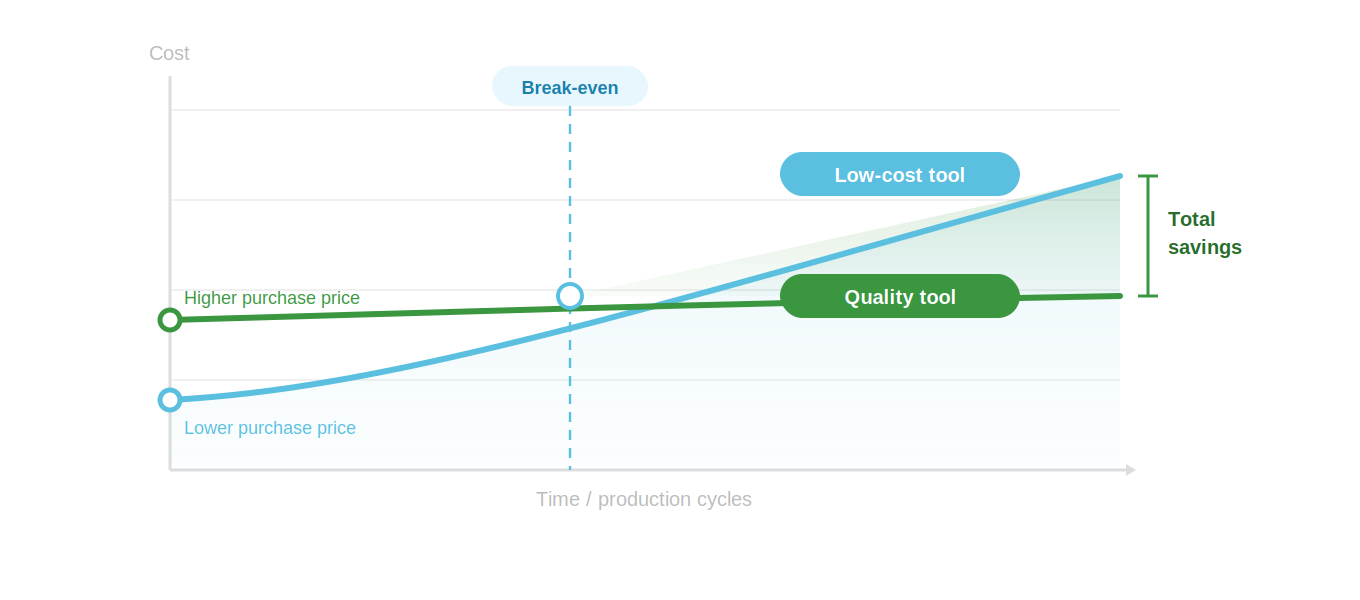
Totalkostnad snarere enn kjøpesum
En erfaren kjøper vurderer ikke prisen på et sprøytestøpeverktøy isolert. Det relevante tallet er den totale kostnaden over verktøyets levetid, som inkluderer:
- Kjøpeprisen for verktøyet
- Løpende vedlikeholdskostnader
- Enhetspris for de produserte varene
- Forventet levetid og antall sykluser
- Risikoen for uplanlagte stopp og reparasjoner
Et billig verktøy som krever hyppig vedlikehold , har kortere levetid og produserer med en høyere kasseringsrate er sjelden den billigste løsningen over tid.
Hva påvirker prisen i tidlig fase?
Beslutningene som har størst innvirkning på prisen tas ikke av verktøymakeren. De tas av personen som designer delen.
Deldesign, materialvalg og toleransekrav setter rammene for hva et verktøy skal kunne gjøre. En DfM-gjennomgang tidlig i prosessen er derfor ikke bare god praksis, det er den mest effektive måten å sikre at prisen gjenspeiler hva som faktisk trengs, og ikke betales for kompleksitet som kunne vært unngått. Les mer om hvordan i artikkelen: Fra idé til ferdig sprøytestøpeverktøy.
Slik forbereder du deg til en prisdialog
For å få et nøyaktig og sammenlignbart tilbud er det en fordel å ha følgende klart:
- 3D-modell og 2D-tegninger med toleranser
- Spesifikasjon av materialkrav
- Forventet årlig volum og totalt levetidsvolum
- Krav til overflate og finish
- Dokumentasjons- og valideringskrav, inkludert om IQ, OQ eller PQ kreves [INTERN LENKE → Testkjøring, innkjøring og validering]
- Ønsket leveringstid
Jo mer komplett grunnlaget er, desto mer nøyaktig blir tilbudet, og desto enklere er det å sammenligne tilbud fra ulike leverandører på et reelt grunnlag.
Sammendrag
Prisen på et sprøytestøpeverktøy bestemmes av delens kompleksitet, antall hulrom, toleransekrav, stålvalg, portsystem og størrelse. Det finnes ingen standardpris fordi det ikke finnes noe standardverktøy.
Det viktigste poenget er at prisen i stor grad settes i designfasen. Beslutninger om delgeometri, materialvalg og toleranser har en direkte og målbar innvirkning på hva et ferdig verktøy vil koste og hva det koster å drifte over tid.
Ofte stilte spørsmål
Prisen varierer betydelig avhengig av kompleksitet, antall hulrom og krav. Et enkelt verktøy med ett hulrom kan starte fra 50 000 DKK, mens komplekse verktøy med flere hulrom kan koste 500 000 DKK og oppover. En nøyaktig pris krever en spesifikk vurdering basert på deldata.
Delens kompleksitet er vanligvis den mest avgjørende faktoren. Underskjæringer, kjeveløsninger og små toleranser øker design- og maskineringstiden betydelig.
Ikke nødvendigvis. En lavere kjøpepris kan oppveies av høyere vedlikeholdskostnader, kortere levetid og høyere enhetspris. Den totale kostnaden over levetiden er det relevante sammenligningsgrunnlaget.
Et nøyaktig tilbud krever en 3D-modell, 2D-tegninger med toleranser, materialkrav og forventet volum. Jo mer fullstendig grunnlaget er, desto mer nøyaktig og sammenlignbart er tilbudet.
Ja. Et varmkanalsystem innebærer en høyere initial investering enn et kaldtkanalsystem, men reduserer materialsvinn og gir kortere syklustider. Over produktets levetid er det vanligvis den bedre og mer kostnadseffektive løsningen.










