Formsprutade förpackningskomponenter för livsmedelsindustrin ställer krav på formsprutningsverktyget som skiljer sig avsevärt från vanliga industriella tillämpningar. Det handlar inte bara om toleranser och cykeltider – det handlar om att konstruera ett verktyg som redan från första dagen stöder den process för regelefterlevnad som förpackningstillverkaren är skyldig att genomföra.
Förpackningsindustrin befinner sig dessutom mitt i en strukturell omställning. EU:s förordning om förpackningar och förpackningsavfall driver marknaden mot återanvändbara lösningar, och plastförpackningar av ett enda material blir i allt högre grad svaret. Detta ställer nya och skärpta krav på de formar som ska tillverka förpackningarna – och det är just i detta gränsområde som Kellpo är verksamt.
Denna artikel går igenom de särskilda konstruktions- och lagstiftningskrav som gäller för formsprutningsverktyg för livsmedelsförpackningar och förklarar varför specialisering på ett enda material har blivit en konkurrensfaktor i sig.
Vem har ansvaret för regelefterlevnaden – och vad innebär det för utformningen?
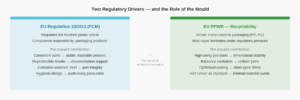
EU-förordning 10/2011 om plastmaterial och plastföremål avsedda att komma i kontakt med livsmedel reglerar den färdiga plastprodukten – förpackningen – inte den produktionsutrustning som tillverkar den. Ansvaret för att uppfylla kraven ligger hos det företag som tillverkar förpackningarna: de måste dokumentera att den färdiga plastprodukten uppfyller förordningens krav och kunna uppvisa en överensstämmelseförklaring.
Formen för formsprutning är inte ett material som kommer i kontakt med livsmedel i lagstiftningens mening. Men formen är en avgörande förutsättning för att förpackningstillverkaren överhuvudtaget ska kunna uppfylla sina skyldigheter. En form som ger ojämna produkter, varierande väggtjocklekar eller måttavvikelser gör det svårt för kunden att dokumentera en stabil och reproducerbar process – och det är just denna stabilitet som utgör grunden för en trovärdig dokumentation av efterlevnaden.
Det är mot denna bakgrund som val av stål, ytbehandling, varmkanalkonfiguration och kavitetsbalans blir val som är relevanta ur ett efterlevnadsperspektiv – inte för att formen i sig är reglerad, utan för att en välkonstruerad form utgör den tekniska grunden för kundens förmåga att producera enhetliga och dokumenterbara produkter.
Monomaterial och nästa våg av förpackningskrav
EU:s förordning om förpackningar och förpackningsavfall (PPWR) fastställer ambitiösa mål för återanvändbarhet och inför krav på att förpackningar ska kunna ingå i ett verkligt materialflöde. Det är en regleringsmässig drivkraft som i grunden förändrar förpackningsindustrins utformningsförutsättningar.
Branschens svar är i allt högre grad förpackningar av ett enda material – förpackningar tillverkade av ett enda plastmaterial, vanligtvis PP eller PE, i stället för laminerade flerskiktskonstruktioner som är svåra att separera och återvinna. En bägare, ett lock och en försegling av samma material kan återvinnas som en enda fraktion. En laminerad konstruktion med barriärskydd i ett annat polymersystem kan inte återvinnas på samma sätt.
För formsprutningsverktyg innebär övergången till monomaterial att formen inte längre kan kompensera för variationer i processparametrarna med hjälp av materialsystemets egna egenskaper. Monomaterial som polypropen eller polyeten ställer högre krav på formens precision, kylsystemets jämnhet och ingångsplaceringens noggrannhet, för att detaljen ska uppnå den dimensionsstabilitet och ytkvalitet som krävs vid industriell förpackningsproduktion. Det är ett konstruktionskrav som börjar redan i formen.
Val av stål och ytbehandling i livsmedelssammanhang
När det gäller konventionella industriella verktyg baseras valet av stål främst på hårdhet, seghet och bearbetbarhet. I livsmedelssammanhang tillkommer korrosionsbeständighet som ett avgörande fjärde kriterium.
Produktionsmiljön i en förpackningsfabrik ställer höga krav. Rengöringsmedel, temperaturcykler och material med tillsatser av fyllmedel kan med tiden angripa stål som inte är valt för ändamålet. Rostangrepp i formhåligheten är oacceptabelt – dels eftersom det försämrar ämnets yta, dels eftersom korrosion kan frigöra partiklar som förorenar ämnet. Korrosionsbeständiga rostfria stålsorter är standardvalet för formhålrum i livsmedelskritiska tillämpningar, och den konkreta stålsorten verifieras alltid i förhållande till den specifika tillämpningen och de krav som kunden ställer för sin egen processgodkännande.
Ytbehandlingen är minst lika viktig som valet av stål. En polerad, slät formhålighetsyta utan sprickor, springor eller porositet främjar hygienen och underlättar rengöringen – båda dessa är centrala parametrar i en livsmedelsproduktion som måste uppfylla interna och externa revisionskrav. Ståltyper för formsprutningsverktyg – val av verktygsstål
Verktyg med flera kaviteter och cykeltider
Livsmedelsförpackningar tillverkas i mycket stora volymer. En kapsyl till en yoghurtbägare, ett lock till en dryckesförpackning eller en bricka för färska produkter kan tillverkas i miljoner per vecka. Detta ställer krav på hög kavitationsgrad och korta cykeltider.
Ett formsprutningsverktyg för volymproduktion av förpackningar kan ha 16, 32, 64 eller ännu fler kaviteter, beroende på detaljens storlek och vilken maskin den tillverkas på. Vid tillämpningar med ett enda material är det särskilt viktigt att alla kaviteter är balanserade – alla positioner måste få identisk smälta, tryck och kylning för att detaljerna ska kunna hållas inom de snäva dimensionstoleranser som kännetecknar tunnväggiga detaljer. Enkeltkavitets- kontra flerkavitetsformar
Cykeliden är en central parameter. Tunnväggiga detaljer av ett enda material kyls ner snabbt, men ställer höga krav på formfyllning och insprutningstryck, eftersom det inte finns något flerskiktssystem som kan fördela processenergin. Optimering av kylsystemet och varmkanalens utformning är avgörande för att uppnå de korta cykeltider som gör förpackningsproduktionen lönsam.
Varmkanalsystem inom livsmedelsproduktion
Inom livsmedelsförpackningar är varmkanalsystem standard. Det beror inte bara på de produktionstekniska fördelarna – kortare cykeltider, minimalt materialspill och en renare yta på det färdiga produkten – utan också på den mer slutna och kontrollerbara produktionsprocessen som det medför jämfört med ett kallkanalsystem.
I ett kallkanalsystem bildas vid varje insprutning en ingångsklump av plastmaterial som därefter måste separeras och hanteras. I en strategi med ett enda material är återvinning av ingångsklumpar tekniskt möjlig, men medför ytterligare hanteringssteg och krav på spårbarhet. Ett varmkanalsystem eliminerar ingångsklumpen och håller plastmassan innesluten i det uppvärmda systemet hela vägen fram till utloppsstället – en konstruktion som passar naturligt in i en produktionsfilosofi baserad på minimalt spill och maximal materialkontroll.
Dokumentation och validering som en del av kundens efterlevnad
Dokumentationen avseende regelefterlevnad för den färdiga plastprodukten kräver att förpackningstillverkaren kan visa att formsprutningsprocessen är stabil och reproducerbar. Det är här som ett nytt formsprutningsverktyg måste valideras – inte för att uppfylla kraven på själva formen, utan för att skapa den dokumentationsgrund som kunden behöver. Testkörning, inkörning och validering av formsprutningsverktyg
Valideringen följer vanligtvis en IQ/OQ/PQ-struktur, där det dokumenteras att verktyget är korrekt installerat, att processen är under kontroll inom definierade parametrar och att den resulterande produktionen konsekvent uppfyller specifikationen. Inom förpackningsbranschen är denna dokumentationsprocess nära kopplad till kundens interna godkännandekrav och eventuella krav från livsmedelsmyndigheter eller stora inköpare i leveranskedjan.
Underhåll och livslängd inom förpackningstillverkning
En hög kavitationsgrad och korta cykeltider innebär att ett formsprutningsverktyg för förpackningstillverkning ackumulerar skott mycket snabbt. Ett verktyg med 32 kaviteter som körs med en cykeltid på 5 sekunder passerar en miljon skott på mindre än 44 timmar. Det ställer höga krav på underhållsstrategin.
Förebyggande underhåll är inte ett val utan en nödvändighet inom förpackningsproduktionen. Ett oplanerat driftstopp på en förpackningslinje får direkta konsekvenser för produktionen i efterföljande led och leveranssäkerheten. Förebyggande underhåll
Stål, ytbehandling och konstruktionskvalitet påverkar direkt hur ofta underhåll krävs och vad det innebär. En korrekt grundläggning redan i konstruktionsfasen skapar de bästa förutsättningarna för en lång livslängd utan oförutsedda driftstopp. Vad avgör livslängden för ett formsprutningsverktyg?
Sammanfattning
Ett formsprutningsverktyg för livsmedelsförpackningar är inte bara ett produktionsverktyg – det utgör grunden för förpackningstillverkarens förmåga att dokumentera en stabil, regelkonform och reproducerbar process. Ansvaret för att den färdiga produkten uppfyller gällande krav vilar på förpackningstillverkaren, men formens kvalitet, precision och konstruktiva utgångspunkt är en förutsättning för att detta ansvar ska kunna uppfyllas.
I takt med att förpackningsindustrin ställer om till lösningar med ett enda material, driven av PPWR och krav på återvinningsbarhet, ökar de konstruktionsmässiga kraven på formen. Förpackningar av ett enda material i PP eller PE kräver högre formprecision, noggrannare balansering av formhåligheterna och mer kontrollerad termisk styrning än klassiska flerskiktskonstruktioner. Det är en teknisk utveckling som ger den specialiserade formtillverkaren en central roll i förpackningsindustrins gröna omställning.
Vanliga frågor
Nej. Förordning 10/2011 reglerar den färdiga plastprodukten som kommer i kontakt med livsmedel – det vill säga förpackningen. Ansvaret för att uppfylla kraven ligger hos förpackningstillverkaren, inte hos formtillverkaren. Formens roll är att tillhandahålla den tekniska grunden – enhetliga råämnen, stabil process, reproducerbara resultat – som förpackningstillverkaren behöver för sin dokumentation.
Främst EU:s förordning om förpackningar och förpackningsavfall (PPWR), som ställer krav på återanvändbarhet. Plastförpackningar av ett enda material, såsom PP eller PE, kan återvinnas som en enda fraktion, medan laminerade flerlagerskonstruktioner är svåra att separera och därmed svåra att återvinna. Varumärken och detaljhandlare pressar dessutom sina leverantörer att övergå till lösningar med ett enda material som ett led i sina egna hållbarhetsmål.
I en konstruktion av ett enda material finns inga laminerade skikt som kan kompensera för variationer i processparametrarna. Formen måste därför säkerställa hög dimensionsstabilitet och enhetlig ytkvalitet enbart genom precision i kavitetsgeometri, kavitetsbalansering, kylning och placering av ingångar. Detta ställer högre krav på konstruktionen och stålbearbetningen än en motsvarande flerskiktsapplikation.
Valideringsstrukturen dokumenterar att verktyget är korrekt installerat (IQ), att processen är under kontroll inom definierade parametrar (OQ) och att produktionen konsekvent uppfyller specifikationen (PQ). Inom förpackningsbranschen utgör denna dokumentationsprocess grunden för förpackningstillverkarens interna godkännande och eventuella krav från livsmedelskunder eller myndigheter i leveranskedjan.
Varmkanalsystemet eliminerar ingångsklumpar och ger kortare cykeltider samt minimalt materialspill – alla viktiga parametrar vid förpackningsproduktion i stora volymer. I en strategi med ett enda material stämmer ett hotrunner-system dessutom överens med målet om en sluten, kontrollerbar produktionsprocess med minimal materialhantering. Kallkanaler är fortfarande relevanta i särskilda fall, men utgör undantaget snarare än regeln inom industriell förpackningsproduktion.










