Spritzgegossene Verpackungskomponenten für die Lebensmittelindustrie stellen Anforderungen an das Spritzgusswerkzeug, die sich deutlich von denen bei Standardanwendungen in der Industrie unterscheiden. Dabei geht es nicht nur um Toleranzen und Zykluszeiten – es geht darum, ein Werkzeug zu konstruieren, das vom ersten Tag an den Compliance-Prozess unterstützt, zu dessen Umsetzung der Verpackungshersteller verpflichtet ist.
Die Verpackungsindustrie befindet sich zudem mitten in einem strukturellen Wandel. Die EU-Verordnung über Verpackungen und Verpackungsabfälle treibt den Markt in Richtung wiederverwendbarer Lösungen, und Kunststoffverpackungen aus einem einzigen Material sind zunehmend die Antwort darauf. Dies stellt neue und strengere Anforderungen an die Formen, mit denen diese Verpackungen hergestellt werden – und genau in diesem Schnittbereich ist Kellpo tätig.
Dieser Artikel gibt einen Überblick über die besonderen konstruktiven und gesetzlichen Anforderungen an Spritzgusswerkzeuge für Lebensmittelverpackungen und erläutert, warum die Spezialisierung auf ein einziges Material zu einem eigenständigen Wettbewerbsfaktor geworden ist.
Wer trägt die Verantwortung für die Compliance – und was bedeutet das für die Ausgestaltung?
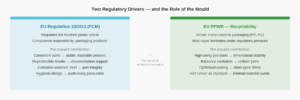
Die EU-Verordnung 10/2011 über Kunststoffe und Gegenstände, die dazu bestimmt sind, mit Lebensmitteln in Berührung zu kommen, regelt das fertige Kunststoffprodukt – die Verpackung – und nicht die Produktionsanlagen, mit denen diese hergestellt wird. Die Verpflichtung zur Einhaltung der Vorschriften liegt bei dem Unternehmen, das die Verpackung herstellt: Es muss nachweisen, dass das fertige Kunststoffmaterial die Anforderungen der Verordnung erfüllt, und eine Konformitätserklärung vorlegen können.
Das Spritzgusswerkzeug ist im Sinne der Gesetzgebung kein Lebensmittelkontaktmaterial. Die Form ist jedoch eine entscheidende Voraussetzung dafür, dass der Verpackungshersteller seine Verpflichtungen überhaupt erfüllen kann. Ein Werkzeug, das uneinheitliche Teile, schwankende Wandstärken oder Maßabweichungen erzeugt, erschwert es dem Kunden, einen stabilen und reproduzierbaren Prozess nachzuweisen – und genau diese Stabilität bildet die Grundlage für eine glaubwürdige Compliance-Dokumentation.
Vor diesem Hintergrund werden die Wahl des Stahls, die Oberflächenbeschaffenheit, die Heißkanal-Konfiguration und die Kavitätenbalance zu entscheidenden Faktoren für die Einhaltung gesetzlicher Vorschriften – nicht, weil die Form selbst reguliert ist, sondern weil eine gut konstruierte Form die technische Grundlage für die Fähigkeit des Kunden bildet, gleichmäßige und nachweisbare Ergebnisse zu erzielen.
Monomaterialien und die nächste Welle von Verpackungsanforderungen
Die EU-Verordnung über Verpackungen und Verpackungsabfälle (PPWR) setzt ehrgeizige Ziele für die Wiederverwertbarkeit und schreibt vor, dass Verpackungen in einen echten Stoffkreislauf eingebunden werden müssen. Dies ist ein regulatorischer Treiber, der die Gestaltungsgrundlagen der Verpackungsindustrie grundlegend verändert.
Die Antwort der Industrie liegt zunehmend in Einstoffverpackungen – also Verpackungen, die aus einem einzigen Kunststoffmaterial, typischerweise PP oder PE, hergestellt werden, anstelle von laminierten Mehrschichtkonstruktionen, die sich nur schwer trennen und recyceln lassen. Ein Becher, ein Deckel und eine Versiegelung aus demselben Material können als eine Fraktion recycelt werden. Eine laminierte Konstruktion mit einer Barriere aus einem anderen Polymersystem ist dazu nicht geeignet.
Bei Spritzgusswerkzeugen bedeutet der Übergang zu Monomaterialien, dass die Form Schwankungen der Prozessparameter nicht mehr mithilfe der Eigenschaften des Materialsystems ausgleichen kann. Monomaterialien wie Polypropylen oder Polyethylen stellen höhere Anforderungen an die Präzision der Form, die Gleichmäßigkeit des Kühlsystems und die Genauigkeit der Angussplatzierung, damit das Formteil die für die industrielle Verpackungsproduktion erforderliche Maßhaltigkeit und Oberflächenqualität erreicht. Dies ist eine konstruktive Anforderung, die bereits bei der Form beginnt.
Stahlauswahl und Oberflächenbehandlung im Lebensmittelbereich
Bei herkömmlichen Industriewerkzeugen richtet sich die Wahl des Stahls in erster Linie nach Härte, Zähigkeit und Bearbeitbarkeit. Im Lebensmittelbereich kommt die Korrosionsbeständigkeit als entscheidendes viertes Kriterium hinzu.
Die Produktionsumgebung in einer Verpackungsfabrik stellt hohe Anforderungen. Reinigungsmittel, Temperaturzyklen und Werkstoffe mit Füllstoffzusätzen können im Laufe der Zeit einen Stahl angreifen, der nicht für diesen Zweck ausgewählt wurde. Rostbildung im Formhohlraum ist inakzeptabel – zum einen, weil sie die Oberfläche des Werkstücks beeinträchtigt, zum anderen, weil durch Korrosion Partikel freigesetzt werden können, die das Werkstück verunreinigen. Korrosionsbeständige Edelstahlsorten sind die Standardwahl für Formhohlräume in lebensmittelkritischen Anwendungen, und die konkrete Stahlsorte wird stets im Hinblick auf die spezifische Anwendung und die Anforderungen des Kunden an seine eigene Prozesszulassung überprüft.
Die Oberflächenbehandlung ist mindestens genauso wichtig wie die Wahl des Stahls. Eine polierte, glatte Formhohlraumoberfläche ohne Risse, Spalten oder Porosität fördert die Hygiene und erleichtert die Reinigung – beides zentrale Parameter in einer Lebensmittelproduktion, die interne und externe Audit-Anforderungen erfüllen muss. Stahlsorten für Spritzgusswerkzeuge – Auswahl des Werkzeugstahls
Mehrfachwerkzeuge und Zykluszeiten
Lebensmittelverpackungen werden in sehr großen Stückzahlen hergestellt. Eine Kappe für einen Joghurtbecher, ein Deckel für ein Getränk oder eine Schale für Frischprodukte können wöchentlich in Millionenstückzahlen produziert werden. Dies erfordert einen hohen Kavitationsgrad und kurze Zykluszeiten.
Ein Spritzgusswerkzeug für die Serienfertigung von Verpackungen kann je nach Größe des Formteils und der verwendeten Maschine 16, 32, 64 oder noch mehr Kavitäten aufweisen. Bei Anwendungen mit einem einzigen Material ist die Ausbalancierung aller Kavitäten besonders kritisch – alle Positionen müssen identische Schmelze, Druck und Kühlung erhalten, damit die Teile innerhalb der engen Maßtoleranzen gehalten werden können, die für dünnwandige Teile charakteristisch sind. Ein-Kavitäten- vs. Mehr-Kavitäten-Formen
Die Zykluszeit ist ein zentraler Parameter. Dünnwandige Werkstücke aus einem einzigen Material kühlen schnell ab, stellen jedoch hohe Anforderungen an die Formfüllung und den Einspritzdruck, da kein Mehrschichtsystem zur Verteilung der Prozessenergie vorhanden ist. Die Optimierung des Kühlsystems und des Heißkanal-Layouts ist entscheidend für die Realisierung der kurzen Zykluszeiten, die die Verpackungsproduktion rentabel machen.
Heißkanalsysteme in der Lebensmittelproduktion
In der Lebensmittelverpackungsindustrie sind Heißkanalsysteme Standard. Dies liegt nicht nur an den produktionstechnischen Vorteilen – kürzere Zykluszeiten, minimaler Materialverlust und eine sauberere Oberfläche des Formteils –, sondern auch an dem im Vergleich zu einem Kaltkanalsystem geschlosseneren und besser kontrollierbaren Produktionsprozess.
In einem Kaltkanalsystem entsteht bei jedem Schuss ein Angussklumpen aus Kunststoff, der anschließend getrennt und entsorgt werden muss. Bei einer Ein-Material-Strategie ist die Wiederverwertung von Angussabfällen technisch möglich, erfordert jedoch zusätzliche Handhabungsschritte und stellt Anforderungen an die Rückverfolgbarkeit. Ein Heißkanalsystem eliminiert den Angussklumpen und hält die Kunststoffmasse bis zum Angusspunkt vollständig im beheizten System eingeschlossen – eine Konstruktion, die sich nahtlos in eine Produktionsphilosophie einfügt, die auf minimalem Ausschuss und maximaler Materialkontrolle basiert.
Dokumentation und Validierung als Teil der Compliance des Kunden
Die Konformitätsdokumentation für das fertige Kunststoffprodukt setzt voraus, dass der Verpackungshersteller einen stabilen und reproduzierbaren Spritzgussprozess nachweisen kann. Hier muss ein neues Spritzgusswerkzeug validiert werden – nicht, um die Anforderungen an die Form als solche zu erfüllen, sondern um die vom Kunden benötigte Dokumentationsgrundlage zu schaffen. Testlauf, Einfahren und Validierung von Spritzgusswerkzeugen
Die Validierung folgt in der Regel einer IQ/OQ/PQ-Struktur, bei der dokumentiert wird, dass das Gerät ordnungsgemäß installiert ist, dass der Prozess innerhalb definierter Parameter unter Kontrolle steht und dass die daraus resultierende Produktion die Spezifikation konsistent erfüllt. Im Verpackungskontext ist dieser Dokumentationsprozess eng mit den internen Zulassungsanforderungen des Kunden sowie etwaigen Anforderungen von Lebensmittelbehörden oder großen Abnehmern in der Lieferkette verknüpft.
Wartung und Lebensdauer in der Verpackungsherstellung
Ein hoher Kavitationsgrad und kurze Zykluszeiten führen dazu, dass ein Spritzgusswerkzeug für die Verpackungsherstellung sehr schnell eine hohe Anzahl an Schusszügen erreicht. Ein Werkzeug mit 32 Kavitäten und einer Zykluszeit von 5 Sekunden erreicht eine Million Schusszüge in weniger als 44 Stunden. Dies stellt hohe Anforderungen an die Wartungsstrategie.
Vorbeugende Instandhaltung ist in der Verpackungsproduktion keine Option, sondern eine Notwendigkeit. Ein ungeplanter Stillstand einer Verpackungslinie hat direkte Auswirkungen auf die nachgelagerte Produktion und die Liefersicherheit. Vorbeugende Instandhaltung
Stahl, Oberflächenbehandlung und Konstruktionsqualität haben direkten Einfluss darauf, wie oft Wartungsarbeiten erforderlich sind und was diese erfordern. Eine solide Grundlage bereits in der Konstruktionsphase schafft die besten Voraussetzungen für eine lange Lebensdauer ohne unvorhergesehene Ausfälle. Was bestimmt die Lebensdauer eines Spritzgusswerkzeugs?
Zusammenfassung
Ein Spritzgusswerkzeug für Lebensmittelverpackungen ist nicht nur ein Produktionswerkzeug – es ist die Grundlage für die Fähigkeit des Verpackungsherstellers, einen stabilen, konformen und reproduzierbaren Prozess nachzuweisen. Die Verantwortung für die Konformität des Endprodukts liegt beim Verpackungshersteller, doch die Qualität, Präzision und konstruktive Auslegung der Form sind eine Voraussetzung dafür, dass diese Verpflichtung erfüllt werden kann.
Da sich die Verpackungsindustrie unter dem Einfluss von PPWR und Anforderungen an die Wiederverwertbarkeit zunehmend auf Lösungen aus einem einzigen Material umstellt, steigen die konstruktiven Anforderungen an die Form. Verpackungen aus einem einzigen Material wie PP oder PE erfordern eine höhere Formgenauigkeit, einen präziseren Ausgleich der Kavitäten und eine besser kontrollierte Temperaturregelung als klassische Mehrschichtkonstruktionen. Diese technische Entwicklung verleiht dem spezialisierten Formenbauer eine zentrale Rolle bei der ökologischen Wende der Verpackungsindustrie.
Häufig gestellte Fragen
Nein. Die Verordnung 10/2011 regelt das fertige Kunststoffprodukt, das mit Lebensmitteln in Kontakt kommt – also die Verpackung. Die Verpflichtung zur Einhaltung der Vorschriften liegt beim Verpackungshersteller, nicht beim Formenhersteller. Die Aufgabe der Form besteht darin, die technischen Grundlagen – gleichbleibende Formteile, stabiler Prozess, reproduzierbare Ergebnisse – bereitzustellen, die der Verpackungshersteller für seine Dokumentation benötigt.
In erster Linie die EU-Verordnung über Verpackungen und Verpackungsabfälle (PPWR), die Anforderungen an die Wiederverwertbarkeit stellt. Einmaterial-Kunststoffverpackungen aus PP oder PE können als eine Fraktion recycelt werden, während laminierte Mehrschichtkonstruktionen schwer zu trennen und daher schwer zu recyceln sind. Marken und Einzelhändler drängen ihre Lieferanten zudem im Rahmen ihrer eigenen Nachhaltigkeitsziele in Richtung Einmaterial-Lösungen.
Bei einer Konstruktion aus einem einzigen Werkstoff gibt es keine laminierten Schichten, die Schwankungen der Prozessparameter ausgleichen könnten. Die Form muss daher eine hohe Maßhaltigkeit und gleichbleibende Oberflächenqualität ausschließlich durch Präzision bei der Kavitätengeometrie, dem Kavitätenausgleich, der Kühlung und der Anordnung der Angussstellen gewährleisten. Dies stellt höhere Anforderungen an die Konstruktion und die Stahlbearbeitung als eine vergleichbare Mehrschichtanwendung.
Die Validierungsstruktur belegt, dass das Werkzeug ordnungsgemäß installiert ist (IQ), dass der Prozess innerhalb definierter Parameter unter Kontrolle steht (OQ) und dass die Produktion die Spezifikation durchgängig erfüllt (PQ). Im Zusammenhang mit Verpackungen bildet dieser Dokumentationsprozess die Grundlage für die interne Freigabe durch den Verpackungshersteller sowie für eventuelle Anforderungen von Lebensmittelkunden oder Behörden in der Lieferkette.
Das Heißkanalsystem beseitigt den Angussklumpen und sorgt für kürzere Zykluszeiten sowie minimalen Materialverlust – allesamt wichtige Parameter in der Verpackungsproduktion mit hohen Stückzahlen. Im Rahmen einer Ein-Material-Strategie steht ein Heißkanalsystem zudem im Einklang mit dem Ziel eines geschlossenen, kontrollierbaren Produktionsprozesses mit minimalem Materialhandling. Kaltkanalsysteme sind in besonderen Fällen nach wie vor relevant, stellen jedoch in der industriellen Verpackungsproduktion eher die Ausnahme als die Regel dar.










