Injection-molded packaging components for the food industry place demands on the injection mold that differ significantly from those of standard industrial applications. It’s not just about tolerances and cycle times—it’s about designing a mold that, from day one, supports the compliance journey that the packaging manufacturer is required to undertake.
The packaging industry is also in the midst of a structural transformation. The EU’s Packaging and Packaging Waste Regulation is pushing the market toward reusable solutions, and single-material plastic packaging is increasingly the answer. This places new and stricter demands on the molds used to produce this packaging—and this is precisely the intersection where Kellpo operates.
This article reviews the specific design and regulatory requirements that apply to injection molds for food packaging and explains why single-material specialization has become a competitive factor in its own right.
Who is responsible for compliance—and what does that mean in practice?
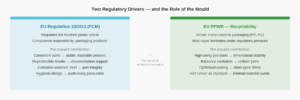
EU Regulation 10/2011 on plastic materials and articles intended to come into contact with food regulates the finished plastic product—the packaging—not the production equipment used to manufacture it. The responsibility for compliance lies with the company that produces the packaging: it must document that the finished plastic material complies with the regulation’s requirements and can provide a Declaration of Conformity.
The injection molding tool is not a food-contact material as defined by law. However, the mold is an essential prerequisite for the packaging manufacturer to be able to fulfill its obligations at all. A mold that produces inconsistent parts, varying wall thicknesses, or dimensional deviations makes it difficult for the customer to document a stable and reproducible process—and it is precisely this stability that forms the foundation of credible compliance documentation.
It is in this context that the choice of steel, surface finish, hot runner configuration, and cavity balance become compliance-relevant decisions—not because the mold itself is regulated, but because a well-designed mold is the technical foundation for the customer’s ability to produce consistent and verifiable results.
Single-material products and the next wave of packaging requirements
The EU’s Packaging and Packaging Waste Regulation (PPWR) sets ambitious targets for recyclability and requires that packaging be capable of being incorporated into a true material cycle. This regulatory driver is fundamentally changing the packaging industry’s design principles.
The industry’s response is increasingly to use mono-material packaging—packaging made from a single plastic material, typically PP or PE—rather than laminated, multi-layer structures that are difficult to separate and recycle. A cup, a lid, and a seal made from the same material can be recycled as a single fraction. A laminated structure with a barrier layer made of a different polymer system cannot.
For injection molding tools, the transition to mono-materials means that the mold can no longer compensate for variations in process parameters using the material system’s own properties. Single-material polypropylene or polyethylene places higher demands on mold precision, the uniformity of the cooling system, and the precision of gate placement, so that the part can achieve the dimensional stability and surface quality required in industrial packaging production. This is a design requirement that begins with the mold.
Steel Selection and Surface Treatment in the Food Industry
In conventional industrial tools, the choice of steel is based primarily on hardness, toughness, and machinability. In the food industry, corrosion resistance is added as a crucial fourth criterion.
The production environment in a packaging plant is demanding. Cleaning agents, temperature cycles, and materials containing fillers can, over time, corrode steel that has not been selected for this purpose. Corrosion in the mold cavity is unacceptable—partly because it compromises the surface of the part, and partly because corrosion can release particles that contaminate the part. Corrosion-resistant stainless steel grades are the standard choice for cavities in food-critical applications, and the specific steel grade is always verified in relation to the specific application and the customer’s requirements for their own process approval.
The surface treatment is at least as important as the choice of steel. A polished, smooth cavity surface free of cracks, gaps, or porosity promotes hygiene and facilitates cleaning—both of which are key factors in food production that must meet internal and external audit requirements. Steel grades for injection molding tools—selection of tool steel
Multi-cavity molds and cycle times
Food packaging is produced in very high volumes. A cap for a yogurt cup, a lid for a beverage, or a tray for fresh produce can be produced in the millions each week. This requires a high number of cavities and short cycle times.
An injection molding tool for high-volume production of packaging can have 16, 32, 64, or even more cavities, depending on the size of the part and the machine on which it is run. In single-material applications, balancing all cavities is particularly critical—all positions must receive identical melt, pressure, and cooling so that the parts can be kept within the tight dimensional tolerances characteristic of thin-walled parts. Single-cavity vs. multi-cavity molds
Cycle time is a key parameter. Thin-walled, single-material parts cool quickly but place high demands on mold filling and injection pressure because there is no multi-layer system to distribute the process energy. Optimizing the cooling system and hot runner layout is crucial for achieving the short cycle times that make packaging production profitable.
Hot-runner systems in food production
Hot-runner systems are standard in food packaging. This is due not only to the technical advantages they offer—shorter cycle times, minimal material waste, and a cleaner part surface—but also to the more closed and controllable production process they provide compared to a cold-runner system.
In a cold runner system, each shot produces a gate sprue of plastic material that must subsequently be separated and handled. In a single-material strategy, recycling gate sprues is technically possible, but it introduces additional handling steps and traceability requirements. A hot runner system eliminates the gate sprue and keeps the plastic material enclosed within the heated system all the way to the gate—a design that naturally aligns with a production philosophy based on minimal waste and maximum material control.
Documentation and validation as part of the customer's compliance
The compliance documentation for the finished plastic product requires that the packaging manufacturer be able to demonstrate a stable and reproducible injection molding process. This is where a new injection molding tool must be validated—not to meet requirements for the mold itself, but to establish the documentation basis the customer needs. Test runs, break-in, and validation of injection molding tools
Validation typically follows an IQ/OQ/PQ structure, in which it is documented that the equipment is correctly installed, that the process is under control within defined parameters, and that the resulting product consistently meets the specification. In the context of packaging, this documentation process is closely linked to the customer’s internal approval requirements and any requirements from food regulatory authorities or major buyers in the supply chain.
Maintenance and Service Life in Packaging Production
A high number of cavities and short cycle times mean that an injection molding mold used for packaging production accumulates shots very quickly. A 32-cavity mold operating at a 5-second cycle time reaches one million shots in less than 44 hours. This places high demands on the maintenance strategy.
Preventive maintenance is not an option but a necessity in packaging production. An unplanned stoppage on a packaging line has direct consequences for downstream production and delivery reliability. Preventive maintenance
The type of steel, surface treatment, and build quality directly affect how often maintenance is required and what it entails. A solid foundation laid during the design phase provides the best conditions for a long service life without unplanned downtime. What determines the service life of an injection molding tool?
Summary
An injection molding tool for food packaging is not merely a production tool—it is the foundation of the packaging manufacturer’s ability to demonstrate a stable, compliant, and reproducible process. The responsibility for ensuring the finished product’s compliance rests with the packaging manufacturer, but the mold’s quality, precision, and design are essential for fulfilling that responsibility.
As the packaging industry shifts toward single-material solutions driven by the PPWR and recyclability requirements, the design requirements for molds are increasing. Single-material packaging made of PP or PE requires higher mold precision, tighter cavity balancing, and more controlled thermal management than traditional multi-layer designs. This technical development gives specialized mold manufacturers a central role in the packaging industry’s green transition.
Frequently Asked Questions
No. Regulation 10/2011 governs the finished plastic product that comes into contact with food—that is, the packaging. The compliance obligation lies with the packaging manufacturer, not the mold manufacturer. The mold’s role is to provide the technical foundation—consistent parts, a stable process, and reproducible results—that the packaging manufacturer needs for its documentation.
Primarily the EU’s Packaging and Packaging Waste Regulation (PPWR), which sets requirements for recyclability. Single-material plastic packaging made of PP or PE can be recycled as a single fraction, whereas laminated, multi-layer structures are difficult to separate and therefore hard to recycle. Brands and retailers are also pushing their suppliers toward single-material solutions as part of their own sustainability goals.
In a single-material design, there are no laminated layers to compensate for variations in process parameters. The mold must therefore deliver high dimensional stability and consistent surface quality solely through precision in cavity geometry, cavity balancing, cooling, and gate placement. This places higher demands on the design and steel machining than a comparable multi-layer application.
The validation structure documents that the equipment is correctly installed (IQ), that the process is under control within defined parameters (OQ), and that production consistently meets the specification (PQ). In the context of packaging, this documentation process forms the basis for the packaging manufacturer’s internal approval and any requirements from food customers or regulatory authorities in the supply chain.
Hot runners eliminate gate flash and result in shorter cycle times and minimal material waste—all key factors in high-volume packaging production. In a single-material strategy, a hot runner system is also consistent with the goal of a closed, controllable production process with minimal material handling. Cold runners remain relevant in special cases, but are the exception rather than the rule in industrial packaging production.










