Sprøytestøpte emballasjekomponenter for næringsmiddelindustrien stiller krav til sprøytestøpeverktøyet som er betydelig forskjellige fra standard industrielle applikasjoner. Det handler ikke bare om toleranser og syklustider – det handler om å designe et verktøy som støtter samsvarsreisen som emballasjeprodusenten er forpliktet til fra dag én.
Emballasjeindustrien er også midt i en strukturell transformasjon. EU-forordningen om emballasje og emballasjeavfall presser markedet mot resirkulerbare løsninger, og plastemballasje av ett materiale er i økende grad svaret. Dette stiller nye og strengere krav til formene som produserer emballasjen – og det er nettopp det tverrgående området Kellpo opererer i.
Denne artikkelen gjennomgår de spesifikke design- og regulatoriske kravene som gjelder for sprøytestøpeverktøy for matemballasje, og forklarer hvorfor spesialisering i én materialgruppe har blitt en konkurranseparameter i seg selv.
Hvem har ansvaret for samsvar – og hva betyr det for skjemaet?
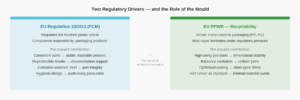
EU-forordning 10/2011 om plastmaterialer og -gjenstander beregnet på å komme i kontakt med mat regulerer den ferdige plastproduktemballasjen – ikke produksjonsutstyret som produserer den. Samsvarsplikten ligger hos selskapet som produserer emballasjen: de må dokumentere at det ferdige plastmaterialet oppfyller kravene i forskriften og kan fremlegge en samsvarserklæring.
Sprøytestøpeverktøyet er ikke et kontaktmateriale for mat i lovens forstand. Men formen er en avgjørende forutsetning for at emballasjeprodusenten i det hele tatt skal kunne oppfylle sine forpliktelser. Et verktøy som produserer inkonsistente deler, varierende veggtykkelser eller dimensjonsavvik gjør det vanskelig for kunden å dokumentere en stabil og reproduserbar prosess – og det er nettopp denne stabiliteten som er grunnlaget for troverdig samsvarsdokumentasjon.
Det er i dette lyset at stålvalg, overflatefinish, varmkanalkonfigurasjon og hulromsbalanse blir samsvarsrelevante valg – ikke fordi selve formen er regulert, men fordi en godt designet form er det tekniske grunnlaget for kundens evne til å produsere konsekvent og dokumenterbart.
Monomaterialer og den neste bølgen av emballasjekrav
EUs emballasje- og emballasjeavfallsforordning (PPWR) setter ambisiøse mål for resirkulerbarhet og krever at emballasje er en del av en reell materialsyklus. Det er en regulatorisk drivkraft som fundamentalt endrer designpremissene i emballasjeindustrien.
Bransjens respons er i økende grad emballasje laget av ett enkelt plastmateriale, vanligvis PP eller PE, i stedet for laminerte flerlagskonstruksjoner som er vanskelige å separere og resirkulere. En kopp, et lokk og en forsegling laget av samme materiale kan resirkuleres som én fraksjon. En laminert konstruksjon med barrierebeskyttelse i et annet polymersystem kan ikke.
For sprøytestøpeverktøy betyr overgangen til monomaterialer at formen ikke lenger kan kompensere for variasjoner i prosessparametere ved hjelp av materialsystemets egne egenskaper. Polypropylen eller polyetylen i monomateriale stiller høyere krav til formpresisjon, kjølesystemets ensartethet og presisjon i portplassering for at delen skal oppnå den dimensjonsstabiliteten og overflatekvaliteten som kreves i industriell emballasjeproduksjon. Dette er et designkrav som begynner i formen.
Stålvalg og overflatebehandling i en matkontekst
I konvensjonelle industriverktøy gjøres valget av stål primært basert på hardhet, seighet og maskinbarhet. I næringsmiddelsammenheng er korrosjonsbestandighet lagt til som et avgjørende fjerde kriterium.
Produksjonsmiljøet i en emballasjefabrikk er krevende. Rengjøringsmidler, temperatursykluser og materialer med fyllstofftilsetninger kan over tid angripe et stål som ikke er valgt for formålet. Rustangrep i formhulrommet er uakseptabelt – delvis fordi det kompromitterer deloverflaten, og delvis fordi korrosjon kan frigjøre partikler som forurenser delen. Korrosjonsbestandige rustfrie stålkvaliteter er standardvalget for hulrom i matkritiske applikasjoner, og den spesifikke stålkvaliteten verifiseres alltid i forhold til den spesifikke applikasjonen og kravene kunden stiller til sin egen prosessgodkjenning.
Overflatebehandlingen er minst like viktig som valget av stål. En polert, glatt hulromsoverflate uten sprekker, hulrom eller porøsitet støtter hygiene og forenkler rengjøring – begge viktige parametere i matproduksjon som må oppfylle interne og eksterne revisjonskrav. Ståltyper for sprøytestøpeverktøy – valg av verktøystål
Verktøy for flere hulrom og syklustider
Matemballasje produseres i svært store mengder. En kapsel til en yoghurtkopp, et lokk til en drikkevare eller et brett til ferske råvarer kan produseres i millioner per uke. Dette krever høye kavitasjonsnivåer og korte syklustider.
Et sprøytestøpeverktøy for volumemballasjeproduksjon kan ha 16, 32, 64 eller enda flere hulrom, avhengig av størrelsen på delen og maskinen den kjøres på. I monomaterialapplikasjoner er balansering av alle hulrom spesielt kritisk – alle posisjoner må få identisk smelting, trykk og kjøling for at delene skal holdes innenfor de stramme dimensjonstoleransene som kjennetegner tynnveggede deler. Enkelthulrom vs. flerhulromsformer
Syklustid er en nøkkelparameter. Tynnveggede deler av ett materiale kjøles raskt ned, men stiller høye krav til formfylling og injeksjonstrykk fordi det ikke finnes noe flerlagssystem for å fordele prosessenergien. Optimalisering av kjølesystemet og varmekanaloppsettet er avgjørende for å realisere de korte syklustidene som gjør emballasjeproduksjon lønnsom.
Hotrunner-systemer i matproduksjon
Innen matemballasje er varmkanalsystemer standard. Dette skyldes ikke bare de produksjonstekniske fordelene – kortere syklustider, minimalt materialsvinn og en renere arbeidsstykkeoverflate – men også den mer lukkede og kontrollerbare produksjonsprosessen den gir sammenlignet med et kaldtkanalsystem.
I et kaldt kanalsystem skaper hvert skudd en innløpsklump av plastmateriale som må separeres og håndteres. I en monomaterialstrategi er resirkulering av innløpsavskjæringer teknisk mulig, men det introduserer ytterligere håndteringstrinn og sporbarhetskrav. Et varmt kanalsystem eliminerer innløpsklumpen og holder plastmassen innelukket i det oppvarmede systemet helt til inngangspunktet – et design som passer naturlig inn i en produksjonsfilosofi basert på minimalt avfall og maksimal materialkontroll.
Dokumentasjon og validering som en del av kundesamsvar
Samsvarsdokumentasjon for det ferdige plastproduktet krever at emballasjeprodusenten demonstrerer en stabil og reproduserbar sprøytestøpeprosess. Det er her et nytt sprøytestøpeverktøy må valideres – ikke for å oppfylle krav til formen som sådan, men for å etablere dokumentasjonsgrunnlaget kunden trenger. Testkjøring, innkjøring og validering av sprøytestøpeverktøy
Valideringen følger vanligvis en IQ/OQ/PQ-struktur, der det dokumenteres at verktøyet er riktig installert, at prosessen er under kontroll innenfor definerte parametere, og at den resulterende produksjonen konsekvent oppfyller spesifikasjonen. I emballasjesammenheng er denne dokumentasjonsprosessen tett knyttet til kundens interne godkjenningskrav og eventuelle krav fra matmyndigheter eller store innkjøpere i forsyningskjeden.
Vedlikehold og levetid i emballasjeproduksjon
Høye kavitasjonsnivåer og korte syklustider betyr at et sprøytestøpeverktøy for emballasjeproduksjon akkumulerer skudd svært raskt. Et verktøy med 32 kavitasjoner som kjører med en syklus på 5 sekunder, gjennomfører én million skudd på under 44 timer. Dette stiller høye krav til vedlikeholdsstrategien.
Forebyggende vedlikehold er ikke et alternativ, men en nødvendighet i emballasjeproduksjon. En uplanlagt stopp på en pakkelinje har direkte konsekvenser for nedstrøms produksjon og leveringspålitelighet. Forebyggende vedlikehold
Stål, overflatebehandling og konstruksjonskvalitet påvirker direkte hvor ofte vedlikehold er nødvendig og hva det krever. Et skikkelig fundament fra byggefasen gir de beste forutsetningene for lang levetid uten uforutsette stopp. Hva bestemmer levetiden til et sprøytestøpeverktøy?
Sammendrag
Et sprøytestøpeverktøy for matemballasje er ikke bare et produksjonsverktøy – det er grunnlaget for emballasjeprodusentens evne til å dokumentere en stabil, kompatibel og reproduserbar prosess. Samsvarsplikten for det ferdige produktet ligger hos emballasjeprodusenten, men kvaliteten, presisjonen og designet til formen er en forutsetning for å oppfylle denne forpliktelsen.
Etter hvert som emballasjeindustrien går over til monomaterialløsninger drevet av PPWR og krav til resirkulerbarhet, øker designkravene til formen. Monomaterialemballasje i PP eller PE krever høyere presisjon i formen, tettere balansering av hulrommet og mer kontrollert termisk styring enn klassiske flerlagskonstruksjoner. Det er en teknisk utvikling som gir den spesialiserte formprodusenten en sentral rolle i emballasjeindustriens grønne overgang.
Ofte stilte spørsmål
Nei. Forordning 10/2011 regulerer det ferdige plastproduktet som kommer i kontakt med mat – dvs. emballasjen. Samsvarsplikten ligger hos emballasjeprodusenten, ikke formprodusenten. Formens rolle er å gi det tekniske grunnlaget – konsistente deler, stabil prosess, reproduserbare resultater – som emballasjeprodusenten trenger for sin dokumentasjon.
Primært EUs emballasje- og emballasjeavfallsforordning (PPWR), som krever resirkulerbarhet. Plastemballasje av én materialtype i PP eller PE kan resirkuleres som én fraksjon, mens laminerte flerlagskonstruksjoner er vanskelige å separere og dermed vanskelige å resirkulere. Merkevarer og forhandlere presser også leverandørene sine mot monomaterialløsninger som en del av sine egne bærekraftsmål.
I en konstruksjon av ett enkelt materiale finnes det ingen laminerte lag for å kompensere for variasjoner i prosessparametere. Formen må derfor levere høy dimensjonsstabilitet og konsistent overflatekvalitet utelukkende gjennom presisjon i hulromsgeometri, balansering av hulrommet, kjøling og plassering av porten. Dette stiller høyere krav til konstruksjonen og stålbearbeidingen enn en lignende flerlagsapplikasjon.
Valideringsstrukturen dokumenterer at verktøyet er riktig installert (IQ), at prosessen er under kontroll innenfor definerte parametere (OQ), og at produksjonen konsekvent oppfyller spesifikasjonen (PQ). I emballasjesammenheng er denne dokumentasjonsprosessen grunnlaget for emballasjeprodusentens interne godkjenning og eventuelle krav fra matkunder eller myndigheter i forsyningskjeden.
En varmløper eliminerer innløpsblokkeringen og gir kortere syklustider og minimalt materialsvinn – alle viktige parametere i høyvolums emballasjeproduksjon. I en monomaterialstrategi er et varmløpersystem også i samsvar med målet om en lukket, kontrollerbar produksjonsprosess med minimal materialhåndtering. Kaldløper er fortsatt relevant i spesielle tilfeller, men er unntaket snarere enn regelen i industriell emballasjeproduksjon.










