Utviklingen av et sprøytestøpeverktøy er ikke en lineær prosess fra tegning til produksjon. Det er en prosess der beslutninger tatt tidlig i fasen har direkte konsekvenser for kvalitet, pris og leveringstid – og der et tett samarbeid mellom designer, verktøymaker og produsent er en forutsetning for et godt resultat.
Likevel undervurderes ofte kompleksiteten. Et sprøytestøpeverktøy er ikke en standardkomponent som kan spesifiseres uten forutgående analyse. Det er et presisjonsverktøy som må tilpasses den spesifikke delen, det aktuelle plastmaterialet og produksjonen det skal brukes i.
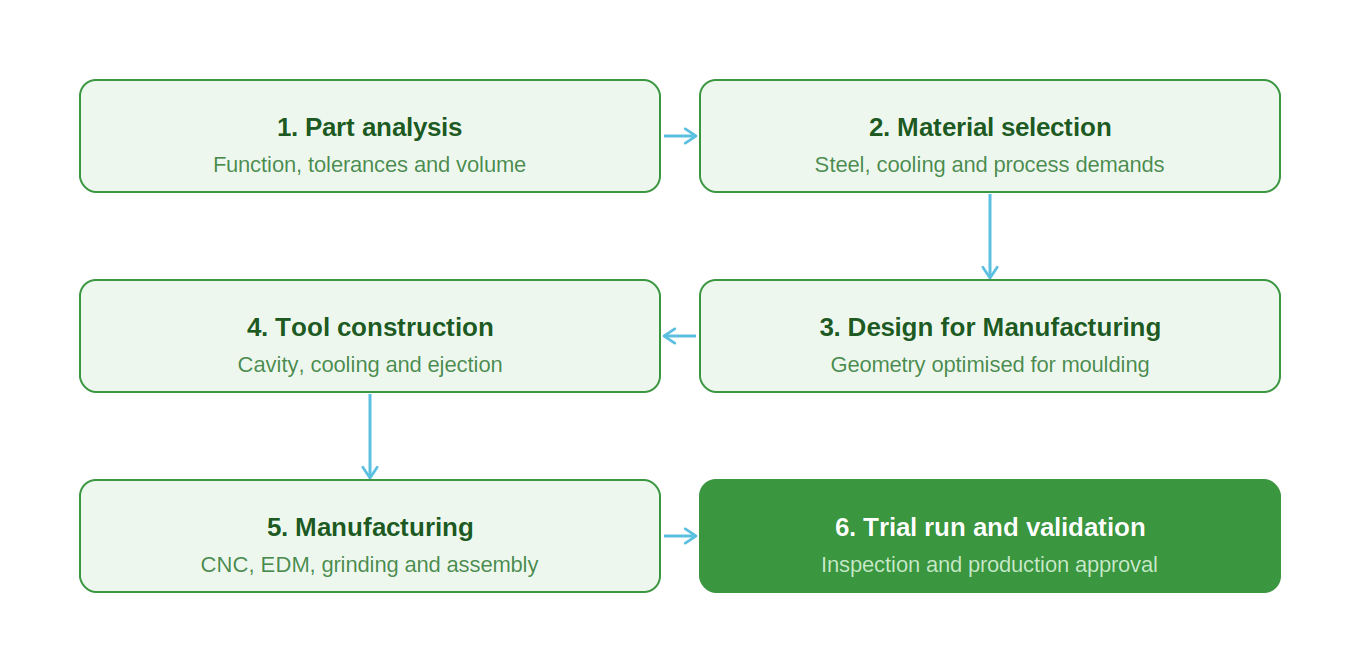
Denne artikkelen gjennomgår utviklingsprosessen trinn for trinn – fra den første ideen til et validert og produksjonsklart verktøy.
Trinn 1: Temaanalyse og kravspesifikasjon
Alt starter med arbeidsstykket. Før et verktøy kan designes, må det være en klar forståelse av hva arbeidsstykket må kunne gjøre, under hvilke forhold det skal brukes, og hvilke krav som stilles til toleranser, overflate og funksjon.
Det handler om å svare på en rekke grunnleggende spørsmål: Hvilken funksjon må delen oppfylle? Hvilke dimensjoner og toleranser er kritiske? Hvilke belastninger må delen tåle, og hva er kravene til overflatekvalitet og finish? Til slutt er forventet produksjonsvolum avgjørende, da det har direkte innflytelse på valg av hulromsnummer og stålkvalitet.
Svarene definerer rammeverket for alt som følger. En del til medisinsk utstyr har andre krav enn en teknisk kabelkanal, og dette gjenspeiles direkte i verktøyets struktur, stålvalg og toleransekrav.
Trinn 2: Valg av plastmateriale
Materialvalget er nært knyttet til delanalysen, men fortjener egen oppmerksomhet. Plastmaterialet påvirker ikke bare delens egenskaper – det påvirker også hvordan verktøyet skal utformes og dimensjoneres.
Ulike materialer har ulike krav til injeksjonstrykk og prosesstemperatur, krymping og toleranse, krav til overflatebehandling i formhulrommet, samt ventilasjon, kjøling og ståltype. Et materiale som PEEK krever bearbeiding ved høye temperaturer og stiller spesielle krav til stålet og kjølesystemet. En standard polypropylen er mye mer tilgivende. Ståltyper for sprøytestøpeverktøy – valg av verktøystål
Trinn 3: Design for produksjon
Når gjenstanden og materialet er definert, begynner konstruksjonen. Her er det avgjørende at gjenstanden ikke bare er designet for sin funksjon, men også for produksjonen den skal gjennomgå.
Design for Manufacturing handler om å tilpasse delens geometri, veggtykkelser, utkastvinkler og overganger slik at den kan produseres effektivt og konsistent i sprøytestøpeprosessen. Deler som ikke er optimalisert for produksjon resulterer i defekter, skrap og behov for omarbeiding.
Typiske justeringer i denne fasen inkluderer å innføre trekkvinkler for enkel utkasting, optimalisere veggtykkelser for å unngå synkemerker og spenninger, flytte skillelinjer til ikke-synlige overflater og forenkle geometrier som er vanskelige å produsere i stål. Design for produksjon i sprøytestøpeverktøy
Trinn 4: Konstruksjon av sprøytestøpeverktøyet
Med den optimaliserte deldesignen på plass, kan selve verktøykonstruksjonen begynne. Det er her alle de tekniske avgjørelsene samles til et design som kan produseres og settes i produksjon.
Designet bestemmer hulromsoppsettet ( støpeformer med ett hulrom vs. flerhulrom) , dimensjonering av kjølekanaler, ejektorsystem samt skilleplan og trekkretninger.
Valg av løpekanalsystem er en viktig beslutning i denne fasen. I de aller fleste tilfeller brukes et varmtløpekanalsystem, der plastmassen holdes flytende i oppvarmede kanaler helt frem til porten. Dette resulterer i kortere syklustider, minimalt materialsvinn og en renere deloverflate uten løpekanalmerker. I spesielle tilfeller, vanligvis med svært enkle geometrier, spesifikke materialer eller lavvolumproduksjon, kan et kaldtløpekanalsystem være aktuelt.
I denne fasen utføres det vanligvis analyser av formfylling og strømningssimuleringer for å avdekke potensielle problemer som sveisesømmer, luftlommer og ujevn fylling før stål plasseres i maskinen.
Trinn 5: Lage verktøyet
Produksjon er det fysiske arbeidet med å oversette design til stål. Det er en prosess som krever høy presisjon og involverer flere maskineringsmetoder: CNC-fresing av formhull og kjerner, gnistgnist for komplekse geometrier og skarpe innvendige hjørner, sliping til små toleranser på møtende og lukkende overflater, polering og endelig montering og justering av alle komponenter.
Toleransene i et sprøytestøpeverktøy er vanligvis i området hundredeler av en millimeter. En produksjonsfeil som ikke oppdages tidlig kan kreve omarbeiding av hele seksjoner og forsinke hele prosjektet.
Trinn 6: Testkjøring, igangkjøring og validering
Før et verktøy erklæres produksjonsklart, gjennomgår det en kontrollert testkjøring. Her kjøres de første arbeidsstykkene, og resultatet kontrolleres systematisk mot spesifikasjonen.
Testkjøringen avslører om formhulrommet er riktig fylt, om toleransene er innenfor spesifikasjonen, om overflaten er fri for defekter, og om syklustiden er realistisk. Eventuelle avvik håndteres i innkjøringsfasen, hvor verktøyet justeres og optimaliseres. Validering er den formelle dokumentasjonen på at verktøyet og prosessen oppfyller kravene. Testkjøring, innkjøring og validering av sprøytestøpeverktøy
Hva koster hele kurset?
Utviklingsprosessen fra idé til validert verktøy er en investering som varierer betydelig avhengig av delens kompleksitet, antall hulrom, stålkvalitet og krav til toleranser og finish.
Det er viktig å forstå at prisen på et sprøytestøpeverktøy ikke kan vurderes isolert. Beslutninger tatt tidlig i prosessen – om deldesign, materialvalg og antall hulrom – har en direkte innvirkning på den totale investeringen og driftskostnadene som følger over verktøyets levetid. Hvor mye koster et sprøytestøpeverktøy?
Fra ferdig verktøy til langvarig drift
Når et verktøy er validert og satt i produksjon, begynner neste fase: å sørge for at investeringen varer over tid. Et godt utviklet verktøy er et godt utgangspunkt, men det er vedlikeholdet som avgjør om det kan levere forventet levetid og kvalitet.
Beslutningene som tas under design og produksjon gjenspeiles direkte i hvor enkelt eller krevende det er å vedlikeholde verktøyet i drift. Les mer om hvordan forebyggende vedlikehold av sprøytestøpeverktøy gjøres her.
Sammendrag
Utviklingen av et sprøytestøpeverktøy er en prosess med seks tett sammenkoblede faser: delanalyse, materialvalg, design for produksjon, konstruksjon, produksjon og validering. Kvaliteten på hver fase avhenger av kvaliteten på den forrige.
De dyreste feilene i et verktøyprosjekt skjer sjelden i produksjon. De oppstår når beslutninger om deldesign og materialvalg tas uten tilstrekkelig teknisk analyse, og oppdages først etter at stålet er maskinert og tiden er brukt opp.
En godt planlagt utviklingsprosess reduserer risikoen for nettopp det.
Ofte stilte spørsmål
Det avhenger av kompleksiteten. Et enkelt verktøy med ett hulrom kan være klart på 6–10 uker. Komplekse verktøy med flere hulrom og høye toleransekrav kan ta 16–24 uker eller mer fra spesifikasjon til validert verktøy.
Endringer er mulige frem til designfasen uten større konsekvenser. Endringer etter at produksjonen har startet kan kreve omarbeid og forlenge prosjektet betydelig.
En formfyllingsanalyse simulerer hvordan plastmaterialet fyller formhulrommet. Den brukes til å identifisere problemer som luftlommer, sveiser og ujevn fylling før produksjonen starter.
Nei. Selv den mest forseggjorte designen må valideres i praksis. Testkjøringen er den eneste måten å bekrefte at verktøyet, materialet og prosessen fungerer som en enhet.
Innkjøring er den praktiske justeringen av verktøy og prosessparametere. Validering er den formelle dokumentasjonen på at prosessen er stabil og oppfyller spesifikasjonen.










