Valg av hulromsnummer er en av de viktigste beslutningene i et sprøytestøpeprosjekt. Det påvirker størrelsen på investeringen, enhetsprisen i produksjonen, formens kompleksitet og kravene som stilles til maskin, prosess og vedlikehold. Likevel tas ikke beslutningen alltid med tilstrekkelig analyse – og konsekvensene av et feil valg blir først tydelige når formen er i drift.
Et verktøy med ett hulrom produserer én del per skudd. Et verktøy med flere hulrom produserer to, fire, seksten eller enda flere identiske deler i samme syklus. Forskjellen høres enkel ut, men implikasjonene for design og prosessteknikk er betydelige – og det optimale valget avhenger av faktorer som går langt utover de umiddelbare produksjonsbehovene.
Denne artikkelen gjennomgår parameterne som bestemmer antall hulrom, designkravene som følger av dette, og avveiningene som bør danne grunnlaget for beslutningen.
Hva bestemmer hulromstallet?
Utgangspunktet er alltid produksjonsvolumet. Hvor mange deler må produseres – per år, per uke, per skift? Det nødvendige volumet satt opp mot ønsket syklustid og tilgjengelig maskinkapasitet gir et matematisk utgangspunkt for hvor mange hulrom som trengs.
Men produksjonsvolum er bare én variabel. Størrelsen og geometrien til delen setter grenser for hvor mange hulrom som kan plasseres i en form av en gitt størrelse – og maskinens klemkraft og injeksjonskapasitet setter grenser for hvor mye plast som kan behandles per skudd. En stor, kompleks del med høye toleransekrav kan i praksis bare produseres i et verktøy med ett hulrom, selv i store volumer, fordi formen rett og slett ikke kan skaleres uten å miste kontrollen over prosessen.
Investeringshorisonten spiller også en rolle. Et verktøy med flere kaviteter er dyrere å designe og produsere enn et verktøy med ett kavitet for samme del. Hvis produksjonsvolumet er usikkert, eller hvis delen forventes å endre seg, kan det være fornuftig å starte med færre kaviteter og utvide senere – hvis designet tillater det. Hvor mye koster et sprøytestøpeverktøy?
Enkelthulsformen – når gir den mening?
Enkeltkavitetsformen er ikke en kompromissløsning for produksjon i lavt volum. I mange tilfeller er det det riktige valget av nettopp de grunnene som gjør flerkavitetsformen attraktiv: enkelhet, kontroll og fokus.
Komplekse geometrier med små toleranser, underskjæringsløsninger, kjeveoperasjoner eller krevende overflatekrav er mye enklere å mestre i en enkelt formform, hvor designeren kan konsentrere alle ressursene på ett formhulrom. Feilsøking og justering er tilsvarende enklere – det er ingen andre hulrom å sammenligne med, og hvert bilde representerer formens fulle kompleksitet.
Enkeltkavitetsformen er også standardvalget i prototype- og førproduksjonsproduksjon, der prosessen fortsatt er under utvikling og den endelige geometrien til delen kanskje ikke er bestemt. Å investere i et flerkavitetsverktøy før designet er validert er en risiko som de fleste produsenter med rette unngår. Prototype vs. produksjonsformer
Tekniske komponenter for medisinsk utstyr, presisjonsdeler for elektronikk og spesialkomponenter for industrielle applikasjoner produseres ofte i verktøy med ett enkelt hulrom – selv i volumer som teoretisk sett kan rettferdiggjøre flere hulrom – fordi prosesskontroll og dokumentasjonssikkerhet veier tyngre enn optimalisering av enhetsprisen.
Multihulromsformen – fordeler og forutsetninger
Flerhulromsformen er svaret når store volumer og lave enhetspriser er de primære målene. Ved å produsere fire, åtte eller seksten deler per skudd, reduseres den effektive syklustiden per del tilsvarende – uten å øke maskinkostnadene proporsjonalt. Dette er den grunnleggende ligningen bak all volumproduksjon innen sprøytestøping.
Men flerhulromsformen stiller krav som ikke finnes i samme grad for enkelthulromsformen. Det viktigste er balansering: alle hulrom må få identisk plastsmelte, identisk trykk og identisk kjøling – i nøyaktig samme øyeblikk og i nøyaktig samme mengder. Hvis ett hulrom fylles raskere enn de andre, oppstår trykkvariasjoner, noe som resulterer i dimensjonsavvik, overfylte deler eller ufullstendige fyllinger. Spesialverktøy for matemballasje
Jo flere hulrom, desto større er kravet til presisjon i design, maskinering og prosessoppsett. Et verktøy med 32 hulrom krever at alle 32 formhullene maskineres innenfor samme toleranser og er koblet til varmkanalsystemet med nøyaktig samme hydrauliske motstand i alle grener.
Balansering av hulrom – den avgjørende forutsetningen
Balansering av en flerkavitetsform handler om å sikre at plastsmelten og prosesstrykket fordeles identisk til alle kavitetene. Dette oppnås primært på to måter: geometrisk balansering via løpesystemets layout og termisk balansering via kjølesystemets design.
I et geometrisk balansert kanalsystem har alle grener fra den sentrale injeksjonen til hulrommet identisk lengde og tverrsnitt – den klassiske H-tre-konfigurasjonen. Dette sikrer at trykkfallene er de samme i alle grener og at smelten ankommer alle hulrom samtidig. I et varmt kanalsystem oppnås det samme gjennom presis dimensjonering av manifolden og dysesystemet.
Termisk balansering handler om å sikre at alle hulrom kjøles ned med samme hastighet og til samme temperatur. Ujevn kjøling resulterer i dimensjonsvariasjoner og kan føre til at deler fra bestemte posisjoner konsekvent avviker fra spesifikasjonen – et problem som kan være vanskelig å isolere nettopp fordi variasjonen er systematisk og ikke tilfeldig.
I praksis er fullstendig balansering et ingeniørmål som blir forsøkt nådd, men sjelden oppnådd perfekt. De gjenværende variasjonene håndteres i innkjøringsfasen, hvor prosessparametere justeres for å kompensere for de naturlige asymmetriene som oppstår i enhver form for en viss kompleksitet.
Familieverktøy – samme form, forskjellige motiver
En variant av flerhulromskonseptet er verktøyfamilien, der ett verktøy inneholder hulrom for flere forskjellige gjenstander som tilhører samme produktfamilie. Typisk gjenstander som er satt sammen og alltid produsert i samme forhold.
Familieverktøyet kan virke attraktivt fordi det reduserer antallet former og dermed den totale investeringen. Det introduserer imidlertid en betydelig balanseringsutfordring: deler av forskjellige størrelser og geometrier krever forskjellige injeksjonstider, forskjellige trykk og ulik kjøling. Å optimalt oppnå alle parametere for alle hulrom samtidig er designkrevende og kompromitterer vanligvis prosessen for minst én av delene. Familieverktøyet er derfor best egnet for deler som er nært beslektet i størrelse og materialvolum.
Fra hulromsbeslutning til konstruksjon
Hulromstall er ikke bare en produksjonsparameter – det er et designrammeverk som bestemmer alt fra formstørrelse og stålmasse til injeksjonssystem, kjølekrets og ejektorkonfigurasjon. En endring i hulromstall etter at designen har startet er sjelden en enkel skalering; det kan kreve en fundamentalt ny design. Beslutningen bør derfor tas tidlig i prosessen og med en klar forståelse av de langsiktige produksjonskravene. Fra idé til ferdig sprøytestøpeverktøy
Når antallet hulrom er bestemt, definerer det i stor grad hvilken maskin formen skal kjøre på, hvilken varmkanalplattform som er relevant, og hvilke toleransekrav som kreves for maskineringen. Det er en beslutning som forplanter seg gjennom hele prosjektets levetid.
Sammendrag
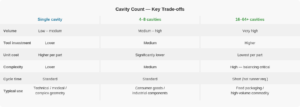
Valget mellom støpeformer med ett eller flere hulrom er ikke et spørsmål om ambisjon, men om analyse. Produksjonsvolum, delkompleksitet, toleransekrav, investeringshorisont og maskinkapasitet må veies opp mot hverandre – og det riktige svaret er det som optimaliserer den totale økonomien over formens levetid, ikke bare investeringen på dag én.
Enkelthulromsformen gir maksimal prosesskontroll og er det riktige valget for komplekse deler, lave til middels store volumer og situasjoner der prosessen ennå ikke er fullstendig validert. Flerhulromsformen tilbyr lavere enhetspriser ved høye volumer, men krever nøye balansering av smelte, trykk og kjøling for å sikre at alle hulrom leverer identiske deler. Jo flere hulrom, desto større er kravet til designpresisjon og innkjøringsekspertise.
Ofte stilte spørsmål
Produksjonsvolum er utgangspunktet, men det er ikke det eneste kriteriet. Geometrien og toleransekravene til delen, maskinens kapasitet, investeringshorisonten og graden av prosesspålitelighet spiller alle en rolle. Den optimale beslutningen balanserer disse faktorene og ser på den totale økonomien over formens levetid – ikke bare verktøyinvesteringen isolert.
Det avhenger av den opprinnelige designen. Hvis formen er designet for ekspansjon, kan det gjøres. Men det er sjelden en enkel operasjon – maskinstørrelsen, varmkanalplattformen og formrammen må alle støtte ekspansjonen. Det er bedre å avklare dette tidlig i prosjektet enn å prøve å bygge det inn senere.
Ubalanserte hulrom resulterer i deler med dimensjonsavvik, varierende overflatekvalitet og inkonsekvent vekt. I verste fall produserer noen hulrom akseptable deler, mens andre konsekvent faller utenfor spesifikasjonen – et problem som kan være vanskelig å diagnostisere fordi variasjonen er systematisk og ikke tilfeldig. Det oppdages vanligvis under testkjøringen og adresseres i innkjøringsfasen.
Familieverktøyet gir mest mening når det gjelder deler som er nært beslektet i størrelse, geometri og materialvolum – og som alltid produseres i et fast forhold til hverandre. Jo større forskjellen mellom delene er, desto vanskeligere er det å balansere prosessen optimalt for alle hulrom samtidig.
Ikke alltid, men i de aller fleste tilfeller. Varmkanalsystemer eliminerer innløpsblokkeringen, gir kortere syklustider og forenkler balansering ved høye hulromstall. Kaldkanal er fortsatt relevant for svært enkle deler, spesielle plastmaterialer eller situasjoner der investeringen i varmkanal ikke kan rettferdiggjøres med dagens produksjonsvolum.










