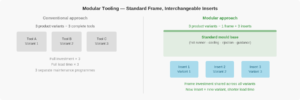
Et konvensjonelt sprøytestøpeverktøy er bygget for én del. Hvis den samme delen skal produseres i tre størrelser eller fire varianter, krever det tre eller fire separate verktøy – med full investering, full produksjonstid og fullt vedlikeholdsprogram for hver av dem.
Et modulært sprøytestøpeverktøy løser dette problemet ved å skille det som er likt fra det som varierer. Formrammen – med varmkanal, kjøling, ejektorsystem og kontroll – er standard og gjenbrukes på tvers av alle varianter. Bare innsatsene som definerer geometrien til delen er utskiftbare. En ny variant krever en ny innsats, ikke et nytt verktøy.
Det er et designprinsipp som endrer investeringslogikken for produktfamilier betydelig – men det stiller også større krav til designpresisjon og koordinering enn for et konvensjonelt enkeltstøpeverktøy.
Prinsippet bak modulære verktøy
Grunnstrukturen til et modulært sprøytestøpeverktøy er en standardisert støperamme som inneholder alle elementene som er felles for alle varianter: varmkanalsystemet, kjølekretsen, ejektorsystemet og føringsskinnene. Rammen er utformet for å romme utskiftbare innsatser som definerer hulrommets geometri.
En innsats er den delen av formen som bestemmer formen, overflaten og dimensjonene til delen. Ved å endre innsatsen i samme ramme produseres en ny variant – med samme maskin, samme varmkanalsystem og samme kjøle- og utstøterkonfigurasjon. Rammen er en engangsinvestering. Innsatsene er den variable delen.
Systemet forutsetter at alle skjæreinnsatser er utformet innenfor rammens definerte grenser og grensesnitt. Dette betyr at geometriske friheter som er mulige i et dedikert konvensjonelt verktøy ikke alltid er tilgjengelige i et modulært system. Fleksibiliteten er der – men innenfor definerte grenser.
Når er et modulært sprøytestøpeverktøy det riktige valget?
Modulær verktøybygging gir mest mening når to betingelser er oppfylt: det finnes en definert produktfamilie med flere varianter, og variantene deler tilstrekkelig grunnleggende geometrisk struktur til å kunne produseres i samme ramme.
Det klassiske eksemplet er emballasje i samme serie, men i forskjellige størrelser – en beholder tilgjengelig i 250 ml, 500 ml og 1000 ml med samme tverrsnittsgeometri og samme låsesystem. Her er formrammen identisk for alle tre størrelsene; bare hulromshøyden og innsatsgeometrien varierer. En modulær løsning reduserer den totale investeringen betydelig og gjør det mulig å legge til nye størrelser i serien uten å starte et nytt komplett formverktøyprosjekt.
Modulær verktøybygging er også relevant i produktutviklingsfaser der emnet itereres: i stedet for å bestille et nytt komplett verktøy for hver designrevisjon, bestilles en ny innsats for den eksisterende rammen. Dette reduserer både kostnader og leveringstid per iterasjon betydelig.
Til slutt brukes modulære systemer i situasjoner der produksjonen av flere varianter må håndteres fleksibelt på én maskin – for eksempel i emballasjeproduksjon med korte serier og hyppige endringer. Spesialverktøy for matemballasje
Designprinsipper – hva er standardisert og hva er endret
Formrammen standardiserer alle elementer som er uavhengige av arbeidsstykkets spesifikke geometri. Varmkanalsystemet er dimensjonert for å betjene alle planlagte skjæreinnsatser og er permanent montert i rammen. Kjølekretsen er lagt i rammen og koblet til skjæreinnsatsene via standardiserte koblinger. Utstøtersystemet og føringsskinnene er festet til rammen og dimensjonert for å håndtere kraften og presisjonen som alle skjæreinnsatser krever.
Innsatsene er utformet innenfor rammens definerte grensesnitt: dimensjoner, sammenkoblingselementer, tilkoblingspunkter for kjøling og varmkanal, og ejektorposisjoner er alle definert av rammen og kan ikke avvikes uten at innsatsen blir inkompatibel. Dette stiller høye krav til koordineringen mellom rammedesign og innsatsdesign – og til presisjonen som innsatsene maskineres med.
Valg av stål for innsatser følger de samme prinsippene som for konvensjonelle hulrom: delgeometri, plastmateriale og krav til overflate og levetid avgjør hvilket stål som velges. Ståltyper for sprøytestøpeverktøy – valg av verktøystål
Toleranser og paringer – det kritiske grensesnittet
Det svakeste punktet i ethvert modulært system er sammenkoblingen mellom innsats og ramme. Det er her to separate maskinerte enheter møtes, og enhver unøyaktighet i denne sammenkoblingen manifesterer seg direkte i delkvaliteten: sammenkoblingslinjer, dimensjonsavvik og lekkasjer i smelte eller kjølevæske er alle konsekvenser av sammenkoblinger som er utenfor toleransen.
Toleransekravene for sammenkoblingen mellom innsats og ramme er vanligvis strengere enn for de fleste andre komponenter i et sprøytestøpeverktøy. Sammenkoblingen må fungere under de termiske og mekaniske påkjenningene som oppstår under produksjonen – inkludert termisk ekspansjon, som kan endre sammenkoblingsgeometrien avhengig av driftstemperaturen. Et riktig designet og maskinert modulært system håndterer dette uten problemer. Et system med utilstrekkelig presisjon produserer problemer som er vanskeligere å diagnostisere enn i et konvensjonelt verktøy, nettopp fordi variabelen er grensesnittet og ikke hulrommet isolert.
Hotrunner i modulære løsninger
I de aller fleste modulære løsninger er varmkanalsystemet rammemontert og dimensjonert for alle planlagte innsatser. Dette betyr at portgeometrien, portplasseringen og dysetypen er definert av rammen og må passe til alle innsatser i systemet. Dette er en viktig designbegrensning: en innsats som krever en portplassering eller -type som avviker fra rammestandarden, kan ikke integreres uten å modifisere varmkanalsystemet – eller konstruere en ny ramme.
Det modulære varmkanalsystemet eliminerer i sin tur innløpsblokkeringen som ellers ville oppstått i kaldkanalproduksjon, og sikrer at overgangen fra én innsats til en annen kan fullføres uten å endre varmkanalkonfigurasjonen. Dette resulterer i korte omstillingstider og en produksjonsprosess som er konsistent på tvers av alle varianter.
Investering og tidsbesparelse
Den primære økonomien i et modulært system er at rammeinvesteringen er spredt over alle skjærefester i systemet. Jo flere skjærefester som produseres i løpet av rammens levetid, desto lavere er den effektive kostnaden per variant. For en produktfamilie med fire til åtte varianter er besparelsene i mange tilfeller betydelige sammenlignet med fire til åtte separate konvensjonelle verktøy. Hvor mye koster et sprøytestøpeverktøy?
Tidsbesparelsene på nye skjæreinnsatser er også betydelige. Når rammen er designet og testet, er produksjonstiden for et nytt skjæreinnsats betydelig kortere enn for et helt nytt verktøy. Dette reduserer tiden det tar å få nye varianter på markedet, og gir en reell fordel innen produktutvikling i markeder med hyppige produktoppdateringer.
Vedlikeholdet er forenklet fordi rammeverket er felles: varmkanalsystem, kjølekrets og ejektorsystem vedlikeholdes én gang og dekker alle skjæreinnsatser. Skjæreinnsatsene vedlikeholdes uavhengig, men det felles rammeverket reduserer den totale vedlikeholdsbyrden sammenlignet med et tilsvarende antall konvensjonelle verktøy. Forebyggende vedlikehold
Begrensninger – når modulært ikke gir mening
Et modulært system er ikke universelt bedre enn konvensjonelle dedikerte verktøy. Det krever mer planlegging på forhånd enn et konvensjonelt enkeltstøpeverktøy: rammen må designes med all planlagt innsats i tankene fra dag én, fordi påfølgende endringer av rammens grensesnitt er kostbare.
Deler med svært ulik geometri som har motstridende krav til portplassering, kjøling eller ejektorer er vanskelige å integrere i det samme modulære systemet. Her er separate konvensjonelle verktøy den mer fleksible løsningen.
For enkeltproduksjoner uten planlagte varianter er den ekstra designinnsatsen som kreves for å etablere et modulært system sjelden lønnsom. Et dedikert verktøy med ett hulrom er enklere, raskere å konstruere og fullt tilpasset delens spesifikke krav. Støpeformer med ett hulrom vs. flerhulrom
Sammendrag
Et modulært sprøytestøpeverktøy er svaret når en produktfamilie med flere geometrisk relaterte varianter må produseres fleksibelt og med en samlet lavere investering enn et tilsvarende antall konvensjonelle verktøy. Prinsippet er enkelt: standardiser det som er felles og gjør det som varierer utskiftbart.
Realiseringen krever presisjon i design og maskinering – spesielt i grensesnittet mellom innsats og ramme – og forhåndsplanlegging av alle varianter før rammen konstrueres. Et modulært system som er riktig etablert gir kortere time-to-market for nye varianter, lavere totalinvestering og en forenklet vedlikeholdsstruktur. Et system som er konstruert uten tilstrekkelig forhåndskoordinering gir sammenkoblingsproblemer og geometriske begrensninger som er kostbare å korrigere i etterkant.
Ofte stilte spørsmål
I et konvensjonelt verktøy er hulromsgeometrien en integrert del av formrammen. I et modulært system er rammen standardisert og gjenbrukbar, mens innsatsene som definerer geometrien til delen er utskiftbare. En ny variant krever en ny innsats – ikke en ny ramme.
Når det finnes en definert produktfamilie med flere varianter som deler tilstrekkelig grunnleggende geometrisk struktur til å kunne produseres i samme ramme. Jo flere varianter som produseres i løpet av rammens levetid, desto bedre er den totale økonomien til et modulært system.
Sammenkoblingen mellom skjæreinnsats og ramme. Her er toleransekravene strengere enn i de fleste andre deler av verktøyet, og enhver unøyaktighet manifesterer seg direkte i delkvaliteten. Rammen må også designes med tanke på alle planlagte skjæreinnsatser fra starten av, fordi påfølgende endringer av rammegrensesnittene er kostbare.
I prinsippet ja, men prosessegenskapene til plastmaterialet – temperatur, trykk, korrosjonsevne – må samsvare med stålkvaliteten og varmkanalkonfigurasjonen til rammen og innsatsene. Et modulært system designet for PP og PE er ikke nødvendigvis egnet for et teknisk materiale med høy prosesstemperatur uten modifikasjoner.
For fellesdelene – varmkanal, kjøling, ejektor – ja. Service utføres én gang og dekker alle skjæreinnsatser. Skjæreinnsatsene vedlikeholdes uavhengig, men den totale vedlikeholdsbyrden er lavere enn for et tilsvarende antall separate konvensjonelle verktøy med individuelle systemer.










