Et sprøytestøpeverktøy kan være designet og produsert med stor omhu og likevel kreve justeringer før det er klart for produksjon. Dette er ikke et tegn på en feil i prosessen. Det er en forventet del av prosessen.
Testkjøring, innkjøring og validering er de tre fasene som bygger bro mellom et ferdig verktøy og stabil, reproduserbar produksjon. Hver fase har sitt eget formål og kan ikke erstattes av den andre.
Å hoppe over disse fasene eller fullføre dem for raskt er en av de vanligste årsakene til at produksjonsstarter blir forsinket eller kvalitetsproblemer først oppdages når deler allerede er i omløp. Les om hvordan prosessen fra idé til ferdig sprøytestøpeverktøy går her.
Testkjøringen: første arbeidsstykker fra verktøyet
Testkjøringen er første gang plast sprøytes inn i det nye verktøyet. Hensikten er å produsere et sett med deler under kontrollerte forhold og systematisk inspisere resultatet.
En testkjøring utføres ikke under fullt produksjonstrykk. Prosessparametrene stilles inn nøye, og det tas tid til å observere hvordan verktøyet og materialet oppfører seg.
De første elementene inspiseres for:
• Korrekt formfylling uten korte sprut eller overløp
• Dimensjonene sammenlignet med den tekniske spesifikasjonen
• Overflatekvalitet og finish
• Tilstedeværelse av sveisesømmer, synkemerker eller luftlommer
• Avtrekksprosessen etterlater ingen merker eller deformasjoner på arbeidsstykket
• Stabil syklustid
Resultatene fra testkjøringen danner grunnlaget for innkjøringsfasen. Avvik noteres systematisk og prioriteres basert på deres betydning for varens funksjon og utseende.
Innkjøring: verktøy- og prosessjustering
Innkjøring er den iterative fasen der avvikene som avdekkes av testkjøringen adresseres. Dette kan innebære justeringer av både prosessparametrene og selve verktøyet.
Prosessjusteringer handler om å optimalisere injeksjonstrykk, temperatur, syklustid og kjøletid slik at materialet oppfører seg som forventet i det spesifikke verktøyet.
I de fleste tilfeller brukes et varmkanalsystem, og innkjøringen inkluderer derfor også justering av varmkanalsystemet. Dette innebærer kalibrering av sonetemperaturer, kontroll av balansert fylling på tvers av hulrom og sikring av at portene åpnes og lukkes riktig. Et riktig justert varmkanalsystem er en forutsetning for stabil produksjon og jevn delkvalitet.
Mekaniske justeringer av verktøyet kan omfatte:
• Polering eller modifisering av formhull for å korrigere overflatefeil
• Utvidelse eller innsnevring av porter for å påvirke fyllingsmønsteret
• Justering av ventiler for å eliminere luftinntak
• Justering av utkastersystemet for å unngå merker på arbeidsstykket
• Korrigering av dimensjoner som er utenfor toleransen
Innkjøringsfasen krever et tett samarbeid mellom verktøymakeren og plastteknikeren, ettersom løsningene på prosessiden og verktøysiden påvirker hverandre. For eksempel kan en endring i injeksjonstrykket løse et fyllingsproblem, men skape nytt trykk på en svak detalj i verktøyet. Les mer om prosessen i denne artikkelen: Design for Manufacturing in Sprøytestøpeverktøy
Validering: formell dokumentasjon av prosesskapasitet
Validering er den formelle avslutningen av innkjøringsfasen. Den dokumenterer at verktøyet og prosessen sammen kan produsere deler innenfor spesifikasjonen konsekvent og reproduserbart.
Valideringen utføres vanligvis i to trinn:
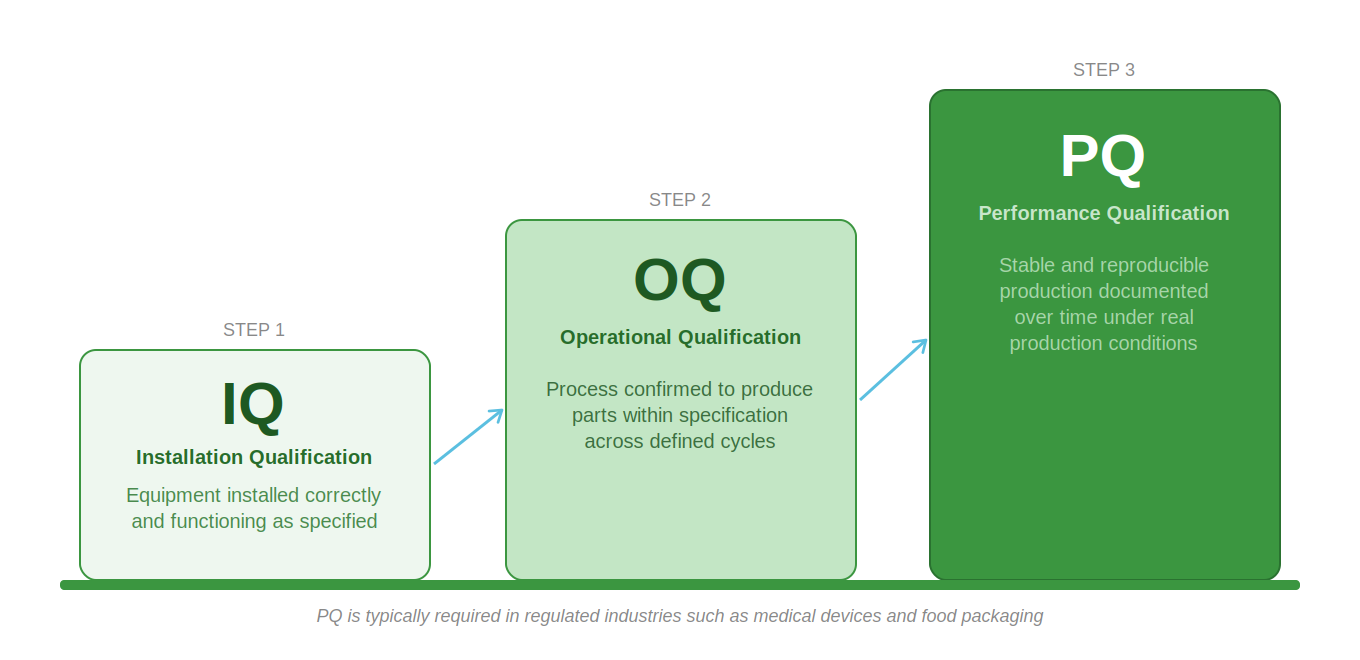
- IQ (Installasjonskvalifisering) bekrefter at verktøyet er riktig installert og at alt utstyr fungerer som tiltenkt.
- OQ (Operational Qualification) bekrefter at prosessen kan produsere deler innenfor spesifikasjonen over et definert antall sykluser og under varierende, men realistiske prosessforhold.
I regulerte bransjer som medisinsk utstyr og matemballasje legges det vanligvis til et tredje trinn, PQ (Performance Qualification) , som dokumenterer stabil produksjon over tid og under faktiske produksjonsforhold.
Validering er ikke bare en intern kvalitetskontroll. Det er dokumentasjon til kunden og, der det er relevant, til myndighetene på at produksjonsprosessen er under kontroll.
Hva fullfører en validering
En validering er fullført når måleresultatene fra et definert antall produserte elementer bekrefter at alle kritiske dimensjoner og egenskaper stabilt ligger innenfor de spesifiserte toleransene.
Dette innebærer vanligvis en statistisk gjennomgang av måledata, ikke bare en vurdering av gjennomsnittsverdier. Prosesskapasitetsindekser som Cp og Cpk brukes til å beskrive hvor stor margin det er mellom prosessen og toleransegrensene.
Resultatet av valideringen er en rapport som dokumenterer prosessparametrene, måleresultatene og konklusjonen om at varen kan settes i serieproduksjon.
Sammenhengen mellom vedlikehold og levetid
Prosessparametrene som bestemmes under innkjøring og validering danner referansen for hele verktøyets produksjonslevetid. Avvik fra disse parametrene under pågående drift er et tidlig tegn på slitasje eller behov for vedlikehold.
En grundig validert og dokumentert prosess gir ikke bare en god start på produksjonen. Den gir også et viktig sammenligningsgrunnlag for å identifisere når et verktøy begynner å avvike fra sin optimale tilstand. Du kan lese mer om dette i disse artiklene: Forebyggende vedlikehold av sprøytestøpeverktøy og Hva bestemmer levetiden til et sprøytestøpeverktøy?
Sammendrag
Testkjøring, igangkjøring og validering er tre separate faser, hver med sitt eget formål. Testkjøring avdekker, igangkjøringsløsninger og valideringsdokumenter.
Kvaliteten på disse fasene avgjør om en produksjonsstart går forutsigbart og om dokumentasjonen som kreves i regulerte bransjer eller for leverandørgodkjenning er tilgjengelig.
Et verktøy er først klart for produksjon når valideringen er fullført og dokumentasjonen er på plass.
Ofte stilte spørsmål
Testkjøringen produserer de første delene fra et nytt verktøy og gir et systematisk grunnlag for å vurdere om verktøyet oppfyller spesifikasjonen og hvilke justeringer som er nødvendige.
Innkjøring er den praktiske fasen der verktøy- og prosessparametere justeres til ønsket delkvalitet. Validering er den formelle dokumentasjonen på at prosessen er stabil og reproduserbar innenfor spesifikasjonen.
Det er tre trinn i en formell valideringsprosess. IQ dokumenterer korrekt installasjon, OQ dokumenterer at prosessen leverer innenfor spesifikasjonen, og PQ dokumenterer stabil produksjon over tid under reelle produksjonsforhold.
PQ er vanligvis et krav i regulerte bransjer som medisinsk utstyr og matemballasje, og i leverandørgodkjenningsprosesser som krever dokumentasjon av prosesskapasitet.
Cp og Cpk er statistiske indekser som beskriver hvor sentrert og stabil en produksjonsprosess er i forhold til toleransegrenser. De brukes i valideringsrapporter for å dokumentere prosesskapasitet.










