Ståltyper for sprøytestøpeverktøy – valg av verktøystål
Valg av stål til et sprøytestøpeverktøy er en av beslutningene som har størst innvirkning på verktøyets levetid, vedlikeholdsbehov og evne til å levere jevn delkvalitet over tid.
Likevel blir stålvalg i mange prosjekter behandlet som en teknisk detalj som overlates til verktøymakeren, snarere enn som en strategisk beslutning som bør tas basert på en konkret forståelse av produksjonskravene.
Denne artikkelen gjennomgår de mest brukte ståltypene for sprøytestøpeverktøy, hvordan de skiller seg fra hverandre, og hvilke faktorer som bør styre valget i et spesifikt prosjekt.
Hvorfor valg av stål er avgjørende
Et sprøytestøpeverktøy utsettes for gjentatte termiske og mekaniske belastninger i hver syklus. Plasten sprøytes inn under høyt trykk, avkjøles og krympes, og delen kastes ut. Dette gjentas hundretusenvis eller millioner av ganger i løpet av verktøyets levetid.
Stålet må tåle disse belastningene uten å deformeres, sprekke eller slites i en grad som påvirker delens kvalitet. Det må også kunne maskineres til de nødvendige toleransene, poleres til ønsket overflatekvalitet og i mange tilfeller herdes for å øke slitestyrken.
Det riktige stålet er det som best balanserer disse kravene med volum-, material- og toleransekravene til det spesifikke prosjektet. Du kan lese mer om hva et sprøytestøpeverktøy kan koste her .
De mest brukte ståltypene
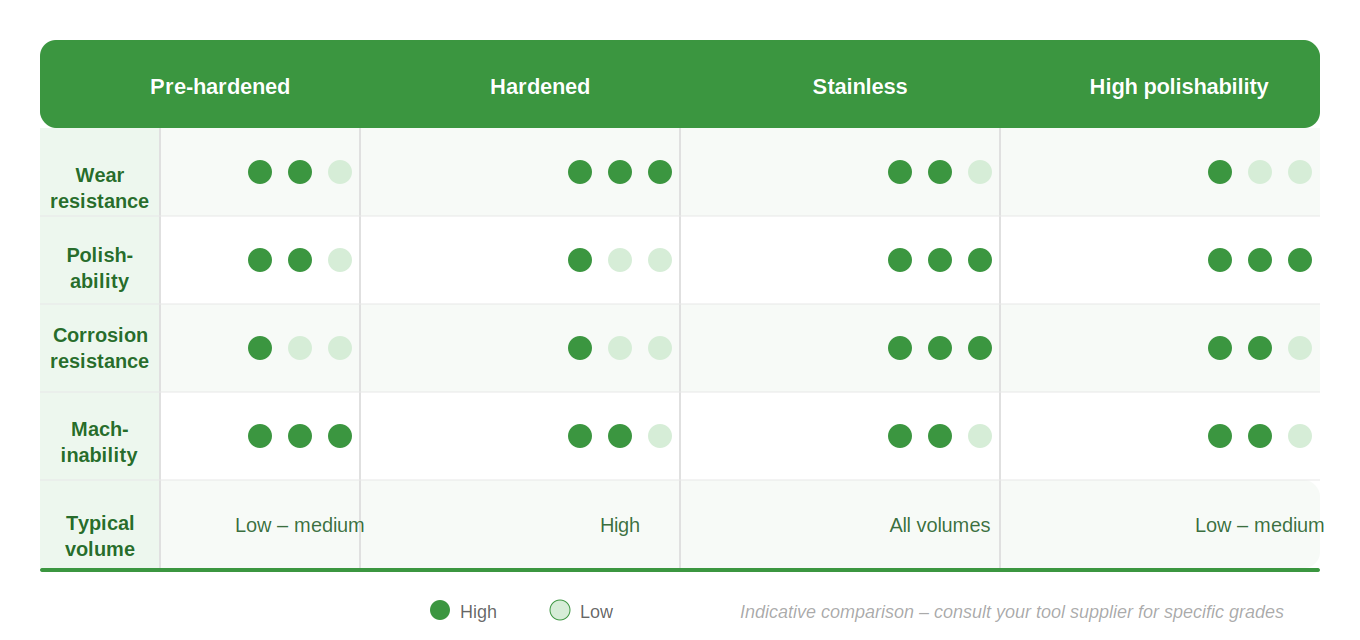
Forherdet stål
Forherdet stål leveres i forherdet tilstand og krever ikke ytterligere varmebehandling etter maskinering. Det er den mest brukte kategorien for sprøytestøpeverktøy i standard- og mellomstore volumproduksjoner.
Stål i denne kategorien er godt egnet for formhull og kjerner, er enkle å maskinere og gir god polerbarhet. De er ikke egnet for svært slipende materialer eller ekstremt høye produksjonsvolumer, men dekker et bredt spekter av bruksområder. Typiske betegnelser er P20 og 718 – eller leverandørspesifikke varianter som Impax Supreme og Holdax fra Uddeholm med lignende egenskaper.
Herdet stål
Herdet stål oppnår sin endelige hardhet gjennom en etterbehandling av varme. Det gir betydelig høyere slitestyrke og er egnet for storvolumproduksjon og for maskinering av slipende materialer som glassfiberforsterket og mineralfylt plast.
H13 er en av de mest brukte betegnelsene i denne kategorien og er kjent under produktnavn som Orvar Supreme fra Uddeholm. Den har god seighet og varmebestandighet, noe som gjør den egnet for krevende produksjonsforhold med høye temperaturer og lange serier. For spesielt slipende materialer og ekstremt høye volumer finnes det også pulvermetallurgiske ståltyper som Vanadis 4 Extra og Unimax, som kombinerer høy hardhet med god seighet.
Rustfritt stål
Rustfritt stål brukes primært i situasjoner der korrosjonsbestandighet er et krav. Dette gjelder spesielt i produksjon av medisinsk utstyr, matemballasje og gjenstander laget av PVC eller annen korrosiv plast.
Stål i denne kategorien, vanligvis betegnet S136 eller under produktnavn som Stavax ESR og Corrax fra Uddeholm, kombinerer god polerbarhet med høy korrosjonsbestandighet og er godt egnet for formhulrom med høye krav til overflatekvalitet. Corrax kjennetegnes ved å være et forherdet rustfritt stål som ikke krever varmebehandling, noe som gjør det enklere å maskinere og reparere.
Høypolerbart stål
For gjenstander med spesielt høye krav til speilpolering – f.eks. optiske komponenter eller synlige designflater – brukes stål med ekstra høy renhetsgrad. Polmax fra Uddeholm er et eksempel på et stål utviklet spesielt for denne applikasjonen, hvor renheten til stålsmelten er avgjørende for det endelige poleringsresultatet.
Kobberlegeringsinnsatser
Kobberlegeringsmaterialer brukes ikke som konstruksjonsstål for hele formhalvdeler, men som innlegg i områder med spesielle kjølekrav. De har en betydelig høyere varmeledningsevne enn stål og kan brukes til å øke kjøleeffektiviteten i lokale varme soner.
Ved produksjon for næringsmiddelsegmentet og medisinsk utstyr bør materialvalget i disse sonene alltid verifiseres mot gjeldende myndighetskrav, ettersom ikke alle kobberlegeringsmaterialer er godkjent for kontakt med eller nærhet til mat.
Faktorene som styrer valget
Produksjonsvolum
Forventet levetidsvolum er den mest avgjørende enkeltfaktoren. For prototypeproduksjon og lavt volum kan et mykere og billigere stål lett fungere. For millionserier er herdet stål en forutsetning for å unngå for tidlig utskifting av formhull og kjerner. Du kan lese mer om dette i artikkelen: Hva bestemmer levetiden til et sprøytestøpeverktøy?
Plastmateriale
Slipende plast som glassfiberforsterket polyamid eller mineralfylt PP slites av stål betydelig raskere enn standardmaterialer. Disse materialene krever høyere hardhet og slitestyrke. Korrosive plaster som PVC og POM krever korrosjonsbestandighet. Artikkelen Fra idé til ferdig sprøytestøpeverktøy beskriver blant annet dette området.
Krav til overflaten
Deler med høye krav til speilblankpolering eller strukturert overflate stiller spesielle krav til stålkvalitet og renhet. Ikke alt stål kan poleres til optisk kvalitet – her er renheten til stålsmelten avgjørende, og det kreves vanligvis spesialstål med høy renhetsgrad.
Toleransekrav og dimensjonsstabilitet Snære toleranser krever stål med god dimensjonsstabilitet under varmebehandling. Enkelte ståltyper deformeres mer enn andre under herding, noe som kan kreve etterbehandling.
Krav til kjøling
I tilfeller der standardkjøling ikke er tilstrekkelig og det kreves konforme kjølekanaler eller lokale kjøleinnsatser, kan materialvalget i de spesifikke sonene avvike fra resten av verktøyet.
Valg og vedlikehold av stål
Valg av stål har direkte innvirkning på hvor enkelt og dyrt et verktøy er å vedlikeholde over tid. Herdet stål er mer slitesterkt, men vanskeligere og dyrere å reparere, ettersom sveising og omarbeiding krever mer spesialisert innsats. Forherdet stål er enklere å maskinere og reparere, men slites raskere under krevende produksjonsforhold.
Valget er derfor ikke bare et spørsmål om den innledende levetiden, men om den overordnede vedlikeholdsstrategien for verktøyet .
Sammendrag
Valg av stål til et sprøytestøpeverktøy bør gjøres basert på produksjonsvolum, plastmateriale, overflatekrav og toleransekrav. Det finnes ingen universalløsning – riktig stål er det som best samsvarer med prosjektets spesifikke krav og den planlagte vedlikeholdsstrategien.
Riktig stålvalg fra starten av reduserer risikoen for for tidlig slitasje, minimerer behovet for vedlikehold og sikrer at investeringen i verktøyet gir forventet avkastning over levetiden .
Ofte stilte spørsmål
Forherdede ståltyper som P20 og 718 brukes oftest til standard og mellomstor volumproduksjon. For storvolumproduksjon og slipende materialer brukes herdede ståltyper som H13.
Rustfritt stål er relevant i produksjonen av medisinsk utstyr, matemballasje og gjenstander laget av korrosiv plast som PVC. Det brukes også der det stilles høye krav til polerbarhet og overflatekvalitet.
Ja. Høylegerte og herdede ståltyper er dyrere å kjøpe og mer tidkrevende å maskinere. Den høyere investeringen oppveies vanligvis av en betydelig lengre levetid og lavere vedlikeholdskostnader.
Ja, men det er mer krevende enn å reparere forherdet stål. Sveising på herdet stål krever spesialutstyr og påfølgende varmebehandling for å gjenopprette stålkonstruksjonen.
Nøkkelen er om materialet er godkjent for kontakt med eller nærhet til mat i henhold til gjeldende forskriftskrav. Rustfritt stål med høy korrosjonsbestandighet er vanligvis det trygge valget, mens andre materialer, inkludert visse kobberlegeringsinnsatser, alltid bør verifiseres før bruk i matsammenheng.










