Valget af kavitetantal er en af de mest konsekvensrige beslutninger i et sprøjtestøbeværktøjsprojekt. Det påvirker investeringens størrelse, stykprisen i produktion, formens kompleksitet og de krav der stilles til maskine, proces og vedligeholdelse. Alligevel træffes beslutningen ikke altid med tilstrækkelig analyse – og konsekvenserne af et forkert valg viser sig først, når formen er i drift.
Et enkeltkavitetsværktøj producerer ét emne pr. skud. Et multicavitetsværktøj producerer to, fire, seksten eller endnu flere identiske emner i samme cyklus. Forskellen lyder simpel, men de konstruktive og procestekniske implikationer er betydelige – og det optimale valg afhænger af faktorer der rækker langt ud over det umiddelbare produktionsbehov.
Denne artikel gennemgår de parametre der bestemmer kavitetantallet, de konstruktive krav der følger af det, og de afvejninger der bør ligge til grund for beslutningen.
Hvad bestemmer kavitetantallet?
Udgangspunktet er altid produktionsvolumenet. Hvor mange emner skal produceres – pr. år, pr. uge, pr. skift? Det nødvendige volumen sat op mod den ønskede cyklustid og den tilgængelige maskinekapacitet giver et matematisk udgangspunkt for, hvor mange kaviteter der er behov for.
Men produktionsvolumenet er kun én variabel. Emnets størrelse og geometri sætter grænser for, hvor mange kaviteter der kan placeres i en form af en given størrelse – og maskinens lukkekraft og indsprøjtningskapacitet sætter grænser for, hvor meget plastmasse der kan processeres pr. skud. Et stort, komplekst emne med høje tolerancekrav kan i praksis kun produceres i et enkeltkavitetsværktøj, selv ved høje volumener, fordi formen simpelthen ikke kan skaleres uden at miste kontrollen over processen.
Investeringshorisonten spiller også ind. Et multicavitetsværktøj er dyrere at konstruere og fremstille end et enkeltkavitetsværktøj til det samme emne. Hvis produktionsvolumenet er uafklaret, eller hvis emnet forventes at ændre sig, kan det give mening at starte med færre kaviteter og udvide senere – hvis konstruktionen tillader det. Hvad koster et sprøjtestøbeværktøj?
Enkeltkavitetsformen – hvornår giver den mening?
Enkeltkavitetsformen er ikke en kompromisløsning for lavvolumenproduktion. Den er i mange tilfælde det rigtige valg af præcis de grunde der gør multicavitet tillokkende: enkelhed, kontrol og fokus.
Komplekse geometrier med tætte tolerancer, undercut-løsninger, kæbeoperationer eller krævende overfladekrav er langt lettere at mestre i en enkeltkavitetsform, hvor konstruktøren kan koncentrere alle ressourcer om ét formhulrum. Fejlfinding og justering er tilsvarende lettere – der er ingen andre kaviteter at sammenligne med, og hvert skud repræsenterer den fulde kompleksitet af formen.
Enkeltkavitetsformen er desuden standardvalget i prototype- og præserieproduktion, hvor processen stadig er under udvikling, og hvor emnets endelige geometri muligvis ikke er fastlagt. At investere i et multicavitetsværktøj, inden konstruktionen er valideret, er en risiko de fleste producenter med rette undgår. Prototype vs. produktionsforme
Tekniske komponenter til medicinsk udstyr, præcisionsdele til elektronik og specialkomponenter til industrielle applikationer produceres hyppigt i enkeltkavitetsværktøjer – selv ved volumener der i teorien kunne retfærdiggøre flere kaviteter – fordi den processuelle kontrol og dokumentationssikkerheden vejer tungere end stykprisoptimering.
Multicavitetsformen – fordele og forudsætninger
Multicavitetsformen er svaret, når høje volumener og lave stykpriser er de primære mål. Ved at producere fire, otte eller seksten emner pr. skud reduceres den effektive cyklustid pr. emne tilsvarende – uden at maskinomkostningerne stiger proportionalt. Det er grundligningen bag al volumenproduktion i sprøjtestøbning.
Men multicavitetsformen stiller krav der ikke eksisterer i samme omfang for enkeltkavitetsformen. Den vigtigste er balancering: alle kaviteter skal modtage identisk plastsmelte, identisk tryk og identisk køling – i præcis samme øjeblik og i præcis de samme mængder. Hvis én kavitet fyldes hurtigere end de andre, opstår der trykvariationer der resulterer i dimensionsafvigelser, overfyldte emner eller inkomplette fyldninger. Specialværktøjer til fødevareemballage
Jo flere kaviteter, jo større er kravet til præcision i konstruktion, bearbejdning og procesopsætning. Et 32-kavitetsværktøj kræver at alle 32 formhuller er bearbejdet inden for de samme tolerancer og er forbundet til hotrunner-systemet med præcis den samme hydrauliske modstand i alle forgreninger.
Kavitetsbalancering – den afgørende forudsætning
Balancering af et multicavitetsværktøj handler om at sikre at plastsmelte og procestryk fordeles identisk til alle kaviteter. Det opnås primært på to måder: geometrisk balancering via løbersystemets layout, og termisk balancering via kølesystemets udformning.
I et geometrisk balanceret løbersystem er alle forgreninger fra central indsprøjtning til kavitet af identisk længde og tværsnit – den klassiske H-træ-konfiguration. Det sikrer at trykfaldene er ens i alle forgreninger, og at smelten ankommer til alle kaviteter simultant. I et hotrunner-system opnås det samme via nøjagtig dimensionering af manifold og dysesystemet.
Termisk balancering handler om at alle kaviteter afkøles med samme hastighed og til den samme temperatur. Uensartet køling giver dimensionsvariationer og kan medføre at emner fra visse positioner konsekvent afviger fra specifikationen – et problem der kan være svært at isolere, netop fordi variationen er systematisk og ikke tilfældig.
I praksis er fuldstændig balancering et ingeniørmål der nærmes men sjældent opnås perfekt. De resterende variationer håndteres i indkøringsfasen, hvor procesparametre justeres for at kompensere for de naturlige asymmetrier der opstår i enhver form for en vis kompleksitet.
Familieværktøjer – samme form, forskellige emner
En variant af multicavitetskonceptet er familieværktøjet, hvor ét værktøj indeholder kaviteter til flere forskellige emner der hører til samme produktfamilie. Typisk emner der monteres sammen og altid produceres i samme ratio.
Familieværktøjet kan virke attraktivt fordi det reducerer antallet af forme og dermed den samlede investering. Men det introducerer en betydelig balanceringsudfordring: emner af forskellig størrelse og geometri kræver forskellig indsprøjtningstid, forskelligt tryk og forskellig køling. At ramme alle parametre optimalt for alle kaviteter simultant er konstruktivt krævende og kompromitterer typisk processen for mindst én af emnerne. Familieværktøjet er derfor bedst egnet til emner der er tæt beslægtede i størrelse og materialevolumen.
Fra kavitetsbeslutning til konstruktion
Kavitetantallet er ikke blot et produktionsparameter – det er en konstruktiv ramme der bestemmer alt fra formstørrelse og stålmasse til indsprøjtningssystem, kølekredsløb og udstøderkonfiguration. En ændring i kavitetantal efter konstruktionen er påbegyndt er sjældent en simpel skalering; det kan kræve en fundamentalt ny konstruktion. Beslutningen bør derfor træffes tidligt i forløbet og med en klar forståelse af de langsigtede produktionskrav. Fra idé til færdigt sprøjtestøbeværktøj
Når kavitetantallet er fastlagt, definerer det i høj grad hvilken maskine formen skal køre på, hvilken hotrunner-platform der er relevant, og hvilke tolerancekrav der stilles til bearbejdningen. Det er en beslutning der forplanter sig gennem hele projektets levetid.
Opsummering
Valget mellem enkeltkavitets- og multicavitetsforme er ikke et spørgsmål om ambition, men om analyse. Produktionsvolumen, emnekompleksitet, tolerancekrav, investeringshorisont og maskinkapacitet skal alle afvejes – og det korrekte svar er det der optimerer den samlede økonomi over formens levetid, ikke blot investeringen på dag ét.
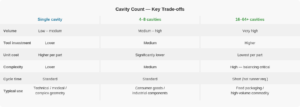
Enkeltkavitetsformen giver maksimal processuel kontrol og er det rigtige valg ved komplekse emner, lave til mellemstore volumener og situationer, hvor processen endnu ikke er fuldt valideret. Multicavitetsformen giver lavere stykpriser ved høje volumener, men kræver omhyggelig balancering af smelte, tryk og køling for at alle kaviteter leverer identiske emner. Jo flere kaviteter, jo større er kravet til konstruktionspræcision og indkøringsekspertise.
Ofte stillede spørgsmål
Produktionsvolumenet er udgangspunktet, men det er ikke det eneste kriterium. Emnets geometri og tolerancekrav, maskinens kapacitet, investeringshorisonten og graden af processikkerhed spiller alle ind. Den optimale beslutning balancerer disse faktorer og ser på den samlede økonomi over formens levetid – ikke kun tooling-investeringen isoleret.
Det afhænger af den oprindelige konstruktion. Hvis formen er designet med henblik på udvidelse, kan det lade sig gøre. Men det er sjældent en simpel operation – maskinstørrelse, hotrunner-platform og formramme skal alle understøtte udvidelsen. Det er bedre at afklare dette tidligt i projektforløbet end at forsøge at bygge det ind efterfølgende.
Ubalancerede kaviteter resulterer i emner med dimensionsafvigelser, varierende overfladekvalitet og inkonsistent vægt. I worst case producerer nogle kaviteter acceptable emner mens andre konsekvent ligger uden for specifikation – et problem der kan være vanskeligt at diagnosticere, fordi variationen er systematisk og ikke tilfældig. Det opdages typisk under testkørslen og håndteres i indkøringsfasen
Familieværktøjet giver bedst mening, når der er tale om emner der er tæt beslægtede i størrelse, geometri og materialevolumen – og som altid produceres i et fast indbyrdes forhold. Jo større forskel der er på emnerne, jo sværere er det at balancere processen optimalt for alle kaviteter simultant.
Ikke altid, men i langt de fleste tilfælde. Hotrunner-systemer eliminerer indløbsklumpen, giver kortere cyklustider og forenkler balanceringen ved høje kavitetantal. Koldkanal er fortsat relevant ved meget simple emner, særlige plastmaterialer eller situationer, hvor hotrunner-investeringen ikke kan forsvares ved det aktuelle produktionsvolumen.










