Die Wahl der Kavitätenanzahl ist eine der Entscheidungen mit den weitreichendsten Auswirkungen in einem Spritzgusswerkzeugprojekt. Sie beeinflusst die Höhe der Investition, den Stückpreis in der Produktion, die Komplexität der Form sowie die Anforderungen an Maschine, Prozess und Wartung. Dennoch wird diese Entscheidung nicht immer auf der Grundlage einer ausreichenden Analyse getroffen – und die Folgen einer falschen Wahl zeigen sich erst, wenn die Form bereits im Einsatz ist.
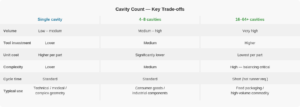
Ein Ein-Kavitäten-Werkzeug fertigt pro Schuss ein Werkstück. Ein Mehrkavitäten-Werkzeug fertigt zwei, vier, sechzehn oder noch mehr identische Werkstücke im selben Zyklus. Der Unterschied klingt einfach, doch die konstruktiven und verfahrenstechnischen Auswirkungen sind erheblich – und die optimale Wahl hängt von Faktoren ab, die weit über den unmittelbaren Produktionsbedarf hinausgehen.
Dieser Artikel befasst sich mit den Parametern, die die Anzahl der Hohlräume bestimmen, den sich daraus ergebenden konstruktiven Anforderungen sowie den Abwägungen, die der Entscheidung zugrunde liegen sollten.
Wovon hängt die Anzahl der Kavitäten ab?
Ausgangspunkt ist immer das Produktionsvolumen. Wie viele Werkstücke sollen hergestellt werden – pro Jahr, pro Woche, pro Schicht? Das erforderliche Volumen im Verhältnis zur gewünschten Zykluszeit und zur verfügbaren Maschinenkapazität liefert eine mathematische Grundlage dafür, wie viele Kavitäten benötigt werden.
Das Produktionsvolumen ist jedoch nur eine Variable. Die Größe und Geometrie des Werkstücks setzen Grenzen dafür, wie viele Kavitäten in einer Form einer bestimmten Größe untergebracht werden können – und die Schließkraft sowie die Einspritzkapazität der Maschine legen fest, wie viel Kunststoffmasse pro Schuss verarbeitet werden kann. Ein großes, komplexes Werkstück mit hohen Toleranzanforderungen kann in der Praxis selbst bei hohen Stückzahlen nur in einem Ein-Kavitäten-Werkzeug hergestellt werden, da die Form einfach nicht skaliert werden kann, ohne die Kontrolle über den Prozess zu verlieren.
Auch der Investitionshorizont spielt eine Rolle. Ein Mehrfachformwerkzeug ist in der Konstruktion und Fertigung teurer als ein Einfachformwerkzeug für dasselbe Werkstück. Wenn das Produktionsvolumen noch unklar ist oder wenn sich das Werkstück voraussichtlich ändern wird, kann es sinnvoll sein, zunächst mit weniger Kavitäten zu beginnen und später zu erweitern – sofern die Konstruktion dies zulässt. Was kostet ein Spritzgusswerkzeug?
Die Ein-Kavitäten-Form – wann ist sie sinnvoll?
Die Ein-Kavitäten-Form ist kein Kompromiss für die Kleinserienfertigung. In vielen Fällen ist sie genau aus den Gründen die richtige Wahl, die auch die Mehrfachkavitätenform so attraktiv machen: Einfachheit, Kontrolle und Fokussierung.
Komplexe Geometrien mit engen Toleranzen, Hinterschneidungslösungen, Kombinationsvorgänge oder anspruchsvolle Oberflächenanforderungen lassen sich in einer Ein-Kavitäten-Form weitaus leichter bewältigen, da der Konstrukteur alle Ressourcen auf eine einzige Formkavität konzentrieren kann. Auch die Fehlersuche und Justierung sind entsprechend einfacher – es gibt keine anderen Kavitäten zum Vergleich, und jeder Schuss repräsentiert die gesamte Komplexität der Form.
Die Ein-Kavitäten-Form ist zudem die Standardwahl in der Prototypen- und Vorserienfertigung, wo sich der Prozess noch in der Entwicklung befindet und die endgültige Geometrie des Werkstücks möglicherweise noch nicht feststeht. Die Investition in ein Mehrfachkavitätenwerkzeug, bevor die Konstruktion validiert ist, ist ein Risiko, das die meisten Hersteller zu Recht vermeiden. Prototypenformen vs. Serienformen
Technische Komponenten für medizinische Geräte, Präzisionsteile für die Elektronik und Spezialkomponenten für industrielle Anwendungen werden häufig in Ein-Kavitäten-Werkzeugen hergestellt – selbst bei Stückzahlen, die theoretisch den Einsatz mehrerer Kavitäten rechtfertigen würden –, da die Prozesskontrolle und die Dokumentationssicherheit Vorrang vor der Stückkostenoptimierung haben.
Die Mehrfachform – Vorteile und Voraussetzungen
Die Mehrfachform ist die Lösung, wenn hohe Stückzahlen und niedrige Stückpreise die vorrangigen Ziele sind. Durch die Herstellung von vier, acht oder sechzehn Teilen pro Schuss wird die effektive Zykluszeit pro Teil entsprechend reduziert – ohne dass die Maschinenkosten proportional steigen. Das ist das Grundprinzip jeder Massenproduktion im Spritzguss.
Die Mehrfachform stellt jedoch Anforderungen, die bei der Einfachform nicht in gleichem Maße bestehen. Die wichtigste davon ist der Ausgleich: Alle Kavitäten müssen genau zur gleichen Zeit und in genau denselben Mengen mit identischer Kunststoffschmelze, identischem Druck und identischer Kühlung versorgt werden. Wird eine Kavität schneller befüllt als die anderen, kommt es zu Druckschwankungen, die zu Maßabweichungen, überfüllten Formteilen oder unvollständigen Befüllungen führen. Spezialwerkzeuge für Lebensmittelverpackungen
Je mehr Kavitäten, desto höher sind die Anforderungen an die Präzision bei Konstruktion, Bearbeitung und Prozesseinrichtung. Bei einem Werkzeug mit 32 Kavitäten müssen alle 32 Formhohlräume innerhalb derselben Toleranzen bearbeitet und mit genau demselben hydraulischen Widerstand in allen Verzweigungen an das Heißkanalsystem angeschlossen sein.
Kavitätenausgleich – die entscheidende Voraussetzung
Beim Ausbalancieren eines Mehrfachformwerkzeugs geht es darum, sicherzustellen, dass sich die Kunststoffschmelze und der Prozessdruck gleichmäßig auf alle Kavitäten verteilen. Dies wird in erster Linie auf zwei Arten erreicht: durch geometrisches Ausbalancieren über die Anordnung des Angusssystems und durch thermisches Ausbalancieren über die Ausgestaltung des Kühlsystems.
In einem geometrisch ausgewogenen Angusssystem weisen alle Verzweigungen von der zentralen Einspritzstelle bis zur Formkavität identische Länge und identischen Querschnitt auf – die klassische H-Baum-Konfiguration. Dies gewährleistet, dass die Druckverluste in allen Verzweigungen gleich sind und dass die Schmelze alle Formkavitäten gleichzeitig erreicht. In einem Heißkanalsystem wird dasselbe durch die exakte Dimensionierung des Verteilers und des Düsensystems erreicht.
Beim thermischen Ausgleich geht es darum, dass alle Kavitäten mit derselben Geschwindigkeit und auf dieselbe Temperatur abgekühlt werden. Eine ungleichmäßige Kühlung führt zu Maßabweichungen und kann dazu führen, dass Werkstücke aus bestimmten Positionen durchweg von der Spezifikation abweichen – ein Problem, das sich nur schwer isolieren lässt, gerade weil die Abweichung systematisch und nicht zufällig ist.
In der Praxis ist eine vollständige Auswuchtung ein technisches Ziel, dem man sich annähert, das jedoch selten perfekt erreicht wird. Die verbleibenden Abweichungen werden in der Einlaufphase berücksichtigt, in der die Prozessparameter angepasst werden, um die natürlichen Asymmetrien auszugleichen, die bei jeder Form von einer gewissen Komplexität auftreten.
Familien-Tools – gleiche Form, unterschiedliche Themen
Eine Variante des Mehrfachformkonzepts ist das Familienwerkzeug, bei dem ein einziges Werkzeug Formnester für mehrere verschiedene Bauteile enthält, die zur selben Produktfamilie gehören. Dabei handelt es sich typischerweise um Bauteile, die miteinander verbunden werden und stets im gleichen Verhältnis hergestellt werden.
Das Familienwerkzeug mag attraktiv erscheinen, da es die Anzahl der Formen und damit die Gesamtinvestition reduziert. Es bringt jedoch eine erhebliche Herausforderung hinsichtlich der Ausbalancierung mit sich: Werkstücke unterschiedlicher Größe und Geometrie erfordern unterschiedliche Einspritzzeiten, unterschiedlichen Druck und unterschiedliche Kühlung. Alle Parameter für alle Kavitäten gleichzeitig optimal abzustimmen, ist konstruktiv anspruchsvoll und beeinträchtigt in der Regel den Prozess für mindestens eines der Teile. Das Familienwerkzeug eignet sich daher am besten für Teile, die hinsichtlich Größe und Materialvolumen eng miteinander verwandt sind.
Vom Hohlraumkonzept bis zur Konstruktion
Die Anzahl der Kavitäten ist nicht nur ein Produktionsparameter – sie bildet einen konstruktiven Rahmen, der alles von der Formgröße und der Stahlmasse bis hin zum Einspritzsystem, dem Kühlkreislauf und der Auswerferkonfiguration bestimmt. Eine Änderung der Kavitätenanzahl nach Beginn der Konstruktion ist selten eine einfache Skalierung; sie kann eine grundlegend neue Konstruktion erfordern. Die Entscheidung sollte daher frühzeitig im Verlauf getroffen werden und auf einem klaren Verständnis der langfristigen Produktionsanforderungen beruhen. Von der Idee bis zum fertigen Spritzgusswerkzeug
Sobald die Anzahl der Kavitäten feststeht, bestimmt dies maßgeblich, auf welcher Maschine das Formteil hergestellt werden soll, welche Heißkanalplattform in Frage kommt und welche Toleranzanforderungen an die Bearbeitung gestellt werden. Diese Entscheidung wirkt sich auf die gesamte Projektlaufzeit aus.
Zusammenfassung
Die Wahl zwischen Ein- und Mehrkammerformen ist keine Frage des Ehrgeizes, sondern der Analyse. Produktionsvolumen, Komplexität der Werkstücke, Toleranzanforderungen, Investitionshorizont und Maschinenkapazität müssen alle gegeneinander abgewogen werden – und die richtige Antwort ist diejenige, die die Gesamtwirtschaftlichkeit über die gesamte Lebensdauer der Form optimiert, nicht nur die Investition am ersten Tag.
Die Einfachkavitätenform bietet maximale Prozesskontrolle und ist die richtige Wahl bei komplexen Formteilen, kleinen bis mittleren Stückzahlen und in Situationen, in denen der Prozess noch nicht vollständig validiert ist. Die Mehrfachkavitätenform ermöglicht bei hohen Stückzahlen niedrigere Stückpreise, erfordert jedoch eine sorgfältige Abstimmung von Schmelze, Druck und Kühlung, damit alle Kavitäten identische Formteile liefern. Je mehr Kavitäten, desto höher sind die Anforderungen an die Konstruktionspräzision und die Fachkenntnisse bei der Inbetriebnahme.
Häufig gestellte Fragen
Das Produktionsvolumen ist der Ausgangspunkt, aber nicht das einzige Kriterium. Die Geometrie des Werkstücks und die Toleranzanforderungen, die Kapazität der Maschine, der Investitionshorizont und der Grad der Prozesssicherheit spielen ebenfalls eine Rolle. Die optimale Entscheidung wägt diese Faktoren ab und betrachtet die Gesamtwirtschaftlichkeit über die gesamte Lebensdauer der Form – nicht nur die Investition in die Werkzeuge isoliert betrachtet.
Das hängt von der ursprünglichen Konstruktion ab. Wenn die Form im Hinblick auf eine Erweiterung ausgelegt ist, ist dies möglich. Allerdings handelt es sich dabei selten um einen einfachen Vorgang – Maschinengröße, Heißkanalplattform und Formrahmen müssen die Erweiterung alle unterstützen. Es ist besser, dies bereits früh im Projektverlauf zu klären, als zu versuchen, es nachträglich einzubauen.
Unausgewogene Kavitäten führen zu Werkstücken mit Maßabweichungen, schwankender Oberflächenqualität und uneinheitlichem Gewicht. Im schlimmsten Fall produzieren einige Kavitäten akzeptable Werkstücke, während andere durchweg außerhalb der Spezifikation liegen – ein Problem, das schwer zu diagnostizieren sein kann, da die Abweichungen systematisch und nicht zufällig sind. Dies wird typischerweise während des Testlaufs festgestellt und in der Einlaufphase behoben.
Das Familienwerkzeug ist besonders sinnvoll, wenn es sich um Werkstücke handelt, die hinsichtlich Größe, Geometrie und Materialvolumen eng miteinander verwandt sind – und die stets in einem festen Verhältnis zueinander hergestellt werden. Je größer die Unterschiede zwischen den Werkstücken sind, desto schwieriger ist es, den Prozess für alle Kavitäten gleichzeitig optimal abzustimmen.
Nicht immer, aber in den allermeisten Fällen. Heißkanalsysteme verhindern die Bildung von Angussklumpen, sorgen für kürzere Zykluszeiten und vereinfachen den Ausgleich bei einer hohen Anzahl von Kavitäten. Kaltkanalsysteme sind weiterhin relevant bei sehr einfachen Formteilen, speziellen Kunststoffen oder in Situationen, in denen sich die Investition in ein Heißkanalsystem angesichts des aktuellen Produktionsvolumens nicht rechtfertigt.










