Choosing the number of cavities is one of the most significant decisions in an injection molding tooling project. It affects the size of the investment, the unit cost in production, the complexity of the mold, and the requirements placed on the machine, the process, and maintenance. Yet the decision is not always made based on sufficient analysis—and the consequences of a wrong choice only become apparent once the mold is in operation.
A single-cavity mold produces one part per shot. A multi-cavity mold produces two, four, sixteen, or even more identical parts in the same cycle. The difference sounds simple, but the design and process implications are significant—and the optimal choice depends on factors that extend far beyond the immediate production needs.
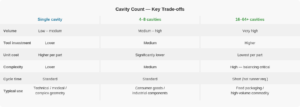
This article reviews the parameters that determine the number of cavities, the design requirements that result from this, and the trade-offs that should inform the decision.
What determines the number of cavities?
The starting point is always the production volume. How many parts need to be produced—per year, per week, per shift? The required volume, when compared with the desired cycle time and the available machine capacity, provides a mathematical basis for determining how many cavities are needed.
However, production volume is only one variable. The size and geometry of the part set limits on how many cavities can be placed in a mold of a given size—and the machine’s clamping force and injection capacity set limits on how much plastic material can be processed per shot. In practice, a large, complex part with tight tolerance requirements can only be produced using a single-cavity mold, even at high volumes, because the mold simply cannot be scaled up without losing control of the process.
The investment horizon is also a factor. A multi-cavity mold is more expensive to design and manufacture than a single-cavity mold for the same part. If the production volume is uncertain, or if the part is expected to change, it may make sense to start with fewer cavities and expand later—if the design allows for it. How much does an injection molding tool cost?
The single-cavity mold—when does it make sense?
The single-cavity mold is not a compromise solution for low-volume production. In many cases, it is the right choice for precisely the reasons that make multi-cavity molds appealing: simplicity, control, and focus.
Complex geometries with tight tolerances, undercut solutions, clamping operations, or demanding surface finish requirements are much easier to master in a single-cavity mold, where the designer can focus all resources on a single mold cavity. Troubleshooting and adjustment are correspondingly easier—there are no other cavities to compare with, and each shot represents the full complexity of the mold.
The single-cavity mold is also the standard choice for prototype and pre-production runs, where the process is still under development and the part’s final geometry may not yet have been determined. Investing in a multi-cavity mold before the design has been validated is a risk that most manufacturers rightly avoid. Prototype vs. Production Molds
Technical components for medical devices, precision parts for electronics, and specialty components for industrial applications are often manufactured using single-cavity molds—even for production volumes that, in theory, could justify the use of multi-cavity molds—because process control and documentation reliability take precedence over unit-cost optimization.
The Multi-Cavity Mold – Advantages and Prerequisites
Multi-cavity molds are the answer when high volumes and low unit costs are the primary goals. By producing four, eight, or sixteen parts per shot, the effective cycle time per part is reduced accordingly—without machine costs increasing proportionally. This is the fundamental principle behind all high-volume production in injection molding.
However, multi-cavity molds present challenges that do not exist to the same extent with single-cavity molds. The most important of these is balancing: all cavities must receive an identical amount of molten plastic, identical pressure, and identical cooling—at exactly the same moment and in exactly the same quantities. If one cavity fills faster than the others, pressure variations occur, resulting in dimensional deviations, overfilled parts, or incomplete fills. Specialized molds for food packaging
The more cavities there are, the greater the demand for precision in design, machining, and process setup. A 32-cavity mold requires that all 32 cavities be machined within the same tolerances and connected to the hot runner system with exactly the same hydraulic resistance in all branches.
Cavity Balancing—The Essential Prerequisite
Balancing a multi-cavity mold involves ensuring that the molten plastic and process pressure are distributed equally to all cavities. This is achieved primarily in two ways: geometric balancing through the layout of the runner system, and thermal balancing through the design of the cooling system.
In a geometrically balanced runner system, all branches from the central injection point to the cavity are of identical length and cross-section—the classic H-tree configuration. This ensures that the pressure drops are equal in all branches and that the melt reaches all cavities simultaneously. In a hot runner system, the same result is achieved through precise sizing of the manifold and the nozzle system.
Thermal balancing ensures that all cavities cool at the same rate and to the same temperature. Inconsistent cooling causes dimensional variations and can result in parts from certain positions consistently deviating from specifications—a problem that can be difficult to isolate, precisely because the variation is systematic rather than random.
In practice, perfect balancing is an engineering goal that is approached but rarely achieved perfectly. The remaining variations are addressed during the break-in phase, when process parameters are adjusted to compensate for the natural asymmetries that arise in any system of a certain complexity.
Family Tools – Same Format, Different Topics
A variation of the multi-cavity concept is the family mold, in which a single mold contains cavities for several different parts that belong to the same product family. Typically, these are parts that are assembled together and are always produced in the same ratio.
The family mold may seem attractive because it reduces the number of molds and thus the total investment. However, it introduces a significant balancing challenge: parts of different sizes and geometries require different injection times, different pressures, and different cooling. Optimizing all parameters for all cavities simultaneously is a design challenge and typically compromises the process for at least one of the parts. The family mold is therefore best suited for parts that are closely related in size and material volume.
From Cavity Design to Construction
The number of cavities is not merely a production parameter—it is a design framework that determines everything from mold size and steel mass to the injection system, cooling circuit, and ejector configuration. A change in the number of cavities after design work has begun is rarely a simple scaling exercise; it may require a fundamentally new design. The decision should therefore be made early in the process and with a clear understanding of the long-term production requirements. From concept to finished injection mold
Once the number of cavities has been determined, it largely dictates which machine the mold will be used on, which hot-runner platform is appropriate, and what tolerance requirements apply to the machining process. This is a decision that has implications throughout the entire project lifecycle.
Summary
The choice between single-cavity and multi-cavity molds is not a matter of ambition, but of analysis. Production volume, part complexity, tolerance requirements, investment horizon, and machine capacity must all be weighed—and the correct answer is the one that optimizes the overall economics over the mold’s service life, not just the investment on day one.
The single-cavity mold provides maximum process control and is the right choice for complex parts, low- to medium-volume production, and situations where the process has not yet been fully validated. The multi-cavity mold offers lower unit costs at high volumes, but requires careful balancing of melt, pressure, and cooling to ensure that all cavities produce identical parts. The more cavities there are, the greater the demands on design precision and commissioning expertise.
Frequently Asked Questions
Production volume is the starting point, but it is not the only criterion. The part’s geometry and tolerance requirements, the machine’s capacity, the investment horizon, and the degree of process reliability all play a role. The optimal decision balances these factors and considers the overall economics over the mold’s service life—not just the tooling investment in isolation.
It depends on the original design. If the mold was designed with expansion in mind, it may be possible. However, it is rarely a simple operation—the machine size, hot runner platform, and mold frame must all support the expansion. It is better to clarify this early in the project than to try to incorporate it later.
Unbalanced cavities result in parts with dimensional deviations, varying surface quality, and inconsistent weight. In the worst-case scenario, some cavities produce acceptable parts while others consistently fall outside specifications—a problem that can be difficult to diagnose because the variation is systematic rather than random. This is typically detected during test runs and addressed during the break-in phase.
The Family Tool makes the most sense when dealing with parts that are closely related in terms of size, geometry, and material volume—and that are always produced in a fixed ratio to one another. The greater the differences between the parts, the more difficult it is to optimally balance the process for all cavities simultaneously.
Not always, but in the vast majority of cases. Hot-runner systems eliminate gate sprue, reduce cycle times, and simplify balancing when there are a large number of cavities. Cold runners remain relevant for very simple parts, special plastic materials, or situations where the investment in a hot-runner system cannot be justified given the current production volume.










