Valet av antal kaviteter är ett av de beslut som får störst konsekvenser i ett projekt för tillverkning av formsprutningsverktyg. Det påverkar investeringens storlek, styckpriset i produktionen, formens komplexitet och de krav som ställs på maskin, process och underhåll. Ändå fattas beslutet inte alltid efter en tillräcklig analys – och konsekvenserna av ett felaktigt val visar sig först när formen är i drift.
Ett verktyg med en kaviteter producerar ett arbetsstycke per cykel. Ett verktyg med flera kaviteter producerar två, fyra, sexton eller ännu fler identiska arbetsstycken under samma cykel. Skillnaden låter enkel, men de konstruktionsmässiga och processtekniska konsekvenserna är betydande – och det optimala valet beror på faktorer som sträcker sig långt bortom det omedelbara produktionsbehovet.
I denna artikel går vi igenom de parametrar som avgör antalet kaviteter, de konstruktionskrav som följer av detta samt de avvägningar som bör ligga till grund för beslutet.
Vad avgör antalet kaviteter?
Utgångspunkten är alltid produktionsvolymen. Hur många detaljer ska tillverkas – per år, per vecka, per skift? Den nödvändiga volymen i förhållande till den önskade cykeltiden och den tillgängliga maskinkapaciteten ger en matematisk utgångspunkt för hur många formkaviteter som behövs.
Men produktionsvolymen är bara en variabel. Det tillverkade objektets storlek och geometri sätter gränser för hur många kaviteter som kan placeras i en form av en given storlek – och maskinens stängningskraft och insprutningskapacitet sätter gränser för hur mycket plastmassa som kan bearbetas per skott. Ett stort, komplext arbetsstycke med höga toleranskrav kan i praktiken endast tillverkas i en form med en enda kaviteter, även vid stora volymer, eftersom formen helt enkelt inte kan skalas upp utan att kontrollen över processen går förlorad.
Investeringshorisonten spelar också in. Ett verktyg med flera kaviteter är dyrare att konstruera och tillverka än ett verktyg med en enda kavitet för samma detalj. Om produktionsvolymen är oklar, eller om arbetsstycket förväntas förändras, kan det vara klokt att börja med färre kaviteter och utöka senare – om konstruktionen tillåter det. Vad kostar ett formsprutningsverktyg?
Formen med en enda kaviteter – när är den lämplig?
Enkeltkavitetsformen är inte en kompromisslösning för produktion i små volymer. I många fall är den det rätta valet just av de skäl som gör flerkavitetsformen så attraktiv: enkelhet, kontroll och fokus.
Komplexa geometrier med snäva toleranser, underskärningslösningar, käftoperationer eller krävande ytkvalitetskrav är betydligt enklare att hantera i en form med en enda kaviteter, där konstruktören kan koncentrera alla resurser på ett enda formhålrum. Felsökning och justering blir också enklare – det finns inga andra kaviteter att jämföra med, och varje formning representerar formens fulla komplexitet.
Enkeltkavitetformar är dessutom standardvalet vid prototyp- och förserietillverkning, där processen fortfarande är under utveckling och där detaljens slutgiltiga geometri eventuellt inte är fastställd. Att investera i ett flerkavitetverktyg innan konstruktionen har validerats är en risk som de flesta tillverkare med rätta undviker. Prototypformar kontra produktionsformar
Tekniska komponenter till medicinsk utrustning, precisionsdelar till elektronik och specialkomponenter för industriella tillämpningar tillverkas ofta i verktyg med en enda kavitetsform – även vid volymer som i teorin skulle kunna motivera flera kaviteter – eftersom processkontrollen och dokumentationssäkerheten väger tyngre än optimeringen av styckpriset.
Formen med flera hålrum – fördelar och förutsättningar
Flerkavitetformarna är lösningen när stora volymer och låga styckpriser är de främsta målen. Genom att tillverka fyra, åtta eller sexton detaljer per sprutcykel minskar den effektiva cykeltiden per detalj i motsvarande grad – utan att maskinkostnaderna ökar proportionellt. Det är grundprincipen bakom all volymproduktion inom formsprutning.
Men formen med flera kaviteter ställer krav som inte förekommer i samma utsträckning för formen med en enda kavitet. Det viktigaste är balanseringen: alla kaviteter måste tillföras identisk smältplast, identiskt tryck och identisk kylning – exakt samtidigt och i exakt samma mängder. Om en kaviteten fylls snabbare än de andra uppstår tryckvariationer som leder till måttavvikelser, överfyllda detaljer eller ofullständiga fyllningar. Specialverktyg för livsmedelsförpackningar
Ju fler kaviteter, desto högre är kraven på precision vid konstruktion, bearbetning och processinställning. Ett verktyg med 32 kaviteter kräver att alla 32 formhål bearbetas inom samma toleranser och är anslutna till varmkanalsystemet med exakt samma hydrauliska motstånd i alla förgreningar.
Kavitetsbalansering – den avgörande förutsättningen
Balansering av ett verktyg med flera kaviteter handlar om att säkerställa att smältplasten och processtrycket fördelas jämnt till alla kaviteter. Detta uppnås främst på två sätt: geometrisk balansering genom kanalsystemets utformning och termisk balansering genom kylsystemets utformning.
I ett geometriskt balanserat kanalsystem har alla förgreningar från den centrala insprutningen till formhåligheten identisk längd och tvärsnitt – den klassiska H-trädkonfigurationen. Detta säkerställer att tryckfallen är lika i alla förgreningar och att smältan når alla formhåligheter samtidigt. I ett hotrunner-system uppnås samma resultat genom noggrann dimensionering av fördelaren och munstyckssystemet.
Termisk balansering innebär att alla hålrum kyls ned med samma hastighet och till samma temperatur. Ojämn kylning leder till dimensionella avvikelser och kan medföra att detaljer från vissa positioner konsekvent avviker från specifikationen – ett problem som kan vara svårt att isolera, just eftersom avvikelsen är systematisk och inte slumpmässig.
I praktiken är fullständig balansering ett tekniskt mål som man närmar sig men sällan uppnår fullt ut. De återstående avvikelserna hanteras under inkörningsfasen, där processparametrarna justeras för att kompensera för de naturliga asymmetrier som uppstår i alla former av viss komplexitet.
Familjeverktyg – samma form, olika ämnen
En variant av konceptet med flera hålrum är familjeverktyget, där ett enda verktyg innehåller hålrum för flera olika detaljer som tillhör samma produktfamilj. Det handlar vanligtvis om detaljer som monteras ihop och alltid tillverkas i samma förhållande.
Familjevärktyget kan verka attraktivt eftersom det minskar antalet formar och därmed den totala investeringen. Men det medför en betydande utmaning när det gäller att hitta rätt balans: detaljer av olika storlek och geometri kräver olika insprutningstid, olika tryck och olika kylning. Att samtidigt optimera alla parametrar för alla kaviteter är konstruktionsmässigt krävande och innebär vanligtvis att processen måste anpassas för minst en av detaljerna. Familjeverktyget är därför bäst lämpat för detaljer som är mycket lika varandra vad gäller storlek och materialvolym.
Från beslut om kaviteter till konstruktion
Antalet kaviteter är inte bara en produktionsparameter – det är en konstruktionsram som avgör allt från formstorlek och stålmassa till insprutningssystem, kylkretsar och utstötningskonfiguration. En ändring av antalet kaviteter efter att konstruktionen har påbörjats är sällan en enkel skalning; det kan kräva en helt ny konstruktion. Beslutet bör därför fattas tidigt i processen och med en tydlig förståelse för de långsiktiga produktionskraven. Från idé till färdigt formsprutningsverktyg
När antalet kaviteter har fastställts avgör detta i hög grad vilken maskin formen ska tillverkas på, vilken hotrunner-plattform som är lämplig och vilka toleranskrav som ställs på bearbetningen. Det är ett beslut som får konsekvenser under hela projektets livslängd.
Sammanfattning
Valet mellan formar med en eller flera kaviteter handlar inte om ambition, utan om analys. Produktionsvolym, komplexitet hos råämnena, toleranskrav, investeringshorisont och maskinkapacitet måste alla vägas in – och det rätta svaret är det som optimerar den totala lönsamheten under formens livslängd, inte bara investeringen den första dagen.
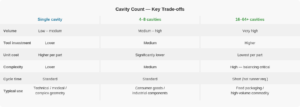
Formen med en kaviteter ger maximal processkontroll och är det rätta valet vid komplexa detaljer, små till medelstora volymer och situationer där processen ännu inte är fullt validerad. Formen med flera kaviteter ger lägre styckpriser vid stora volymer, men kräver noggrann avvägning av smälta, tryck och kylning för att alla kaviteter ska leverera identiska detaljer. Ju fler kaviteter, desto högre är kraven på konstruktionsprecision och expertis vid inkörning.
Vanliga frågor
Produktionsvolymen är utgångspunkten, men det är inte det enda kriteriet. Detaljens geometri och toleranskrav, maskinens kapacitet, investeringshorisonten och graden av processäkerhet spelar alla in. Det optimala beslutet väger in dessa faktorer och beaktar den totala lönsamheten under formens livslängd – inte bara verktygsinvesteringen isolerat.
Det beror på den ursprungliga konstruktionen. Om formen är utformad för utbyggnad kan det vara möjligt. Men det är sällan en enkel åtgärd – maskinens storlek, hotrunner-plattformen och formramen måste alla vara anpassade för utbyggnaden. Det är bättre att klargöra detta tidigt i projektförloppet än att försöka bygga in det i efterhand.
Obalanserade kaviteter leder till detaljer med måttavvikelser, varierande ytkvalitet och ojämn vikt. I värsta fall producerar vissa kaviteter godtagbara detaljer medan andra konsekvent ligger utanför specifikationen – ett problem som kan vara svårt att diagnostisera eftersom variationen är systematisk och inte slumpmässig. Det upptäcks vanligtvis under testkörningen och hanteras under inkörningsfasen.
Familieverktyget fungerar bäst när det gäller detaljer som är nära besläktade vad gäller storlek, geometri och materialvolym – och som alltid tillverkas i ett fast inbördes förhållande. Ju större skillnaden är mellan detaljerna, desto svårare är det att optimera processen för alla kaviteter samtidigt.
Inte alltid, men i de allra flesta fall. Varmkanalsystem eliminerar ingångsklumpar, ger kortare cykeltider och förenklar balanseringen vid ett stort antal formhåligheter. Kallkanaler är fortfarande relevanta vid mycket enkla detaljer, speciella plastmaterial eller situationer där investeringen i ett varmkanalsystem inte kan motiveras med den aktuella produktionsvolymen.










