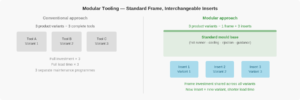
Et konventionelt sprøjtestøbeværktøj er bygget til ét emne. Skal det samme emne produceres i tre størrelser eller fire varianter, kræver det tre eller fire separate værktøjer – med fuld investering, fuld fremstillingstid og fuldt vedligeholdelsesprogram for hvert af dem.
Et modulært sprøjtestøbeværktøj løser det problem ved at adskille det, der er ens, fra det, der varierer. Formrammen – med hotrunner, køling, udstødersystem og styring – er standard og genbruges på tværs af alle varianter. Kun indsatsene, der definerer emnets geometri, er udskiftelige. En ny variant kræver en ny indsats, ikke et nyt værktøj.
Det er et konstruktionsprincip der ændrer investeringslogikken for produktfamilier markant – men det stiller også krav til konstruktionspræcision og koordination, der er større end for et konventionelt enkeltformværktøj.
Princippet bag modulære værktøjer
Grundstrukturen i et modulært sprøjtestøbeværktøj er en standardiseret formramme, der indeholder alle de elementer, der er fælles for alle varianter: hotrunner-systemet, kølekredsløbet, udstødersystemet og styreskinnerne. Rammen er konstrueret til at kunne modtage udskiftelige indsatser, der definerer kavitetens geometri.
En indsats er den del af formen, der bestemmer emnets form, overflade og dimensioner. Ved at skifte indsats i den samme ramme produceres en ny variant – med den samme maskine, det samme hotrunner-system og den samme køle- og udstøderkonfiguration. Rammen er en engangsinvestering. Indsatserne er den variable del.
Systemet forudsætter, at alle indsatser er konstrueret inden for rammens fastlagte grænser og interfaces. Det betyder, at geometriske friheder, der er mulige i et dedikeret konventionelt værktøj, ikke altid er tilgængelige i et modulært system. Fleksibiliteten er til stede – men inden for definerede rammer.
Hvornår er et modulært sprøjtestøbeværktøj det rigtige valg?
Modulær tooling giver størst mening, når to betingelser er opfyldt: der er en defineret produktfamilie med flere varianter, og varianterne deler tilstrækkelig geometrisk grundstruktur til at kunne produceres i den samme ramme.
Det klassiske eksempel er emballage i samme serie men i forskellige størrelser – en beholder der findes i 250 ml, 500 ml og 1000 ml med samme tværsnitsgeometri og samme låsesystem. Her er formrammen identisk for alle tre størrelser; kun kavitetshøjden og indsatsgeometrien varierer. En modulær løsning reducerer den samlede investering markant og giver mulighed for at tilføje nye størrelser til serien uden at starte et nyt komplet formværktøjsprojekt.
Modulær tooling er ligeledes relevant i produktudviklingsfaser, hvor emnet itereres: i stedet for at bestille et nyt komplet værktøj for hver designrevision bestilles en ny indsats til den eksisterende ramme. Det reducerer både omkostning og leveringstid pr. iteration betydeligt.
Endelig bruges modulære systemer i situationer, hvor produktionen af flere varianter skal håndteres fleksibelt på én maskine – for eksempel i emballageproduktion med korte serier og hyppige skift. Specialværktøjer til fødevareemballage
Konstruktionsprincipper – hvad der standardiseres, og hvad der skiftes
Formrammen standardiserer alle elementer, der er uafhængige af emnets konkrete geometri. Hotrunner-systemet er dimensioneret til at betjene alle planlagte indsatser og er fastmonteret i rammen. Kølekredsløbet er lagt i rammen og forbindes til indsatserne via standardiserede koblinger. Udstødersystemet og styreskinnerne er rammefaste og dimensionerede til at håndtere den kraft og præcision, alle indsatser kræver.
Indsatserne konstrueres inden for rammens fastlagte interfaces: dimensioner, paringselementer, tilslutningspunkter til køling og hotrunner samt udstøderpositioner er alle definerede af rammen og kan ikke fraviges uden at indsatsen bliver inkompatibel. Det stiller høje krav til koordinationen mellem rammekonstruktionen og indsatskonstruktionen – og til den præcision, indsatserne bearbejdes med.
Stålvalget for indsatser følger de samme principper som for konventionelle kaviteter: emnegeometri, plastmateriale og krav til overflade og levetid bestemmer, hvilket stål der vælges. Ståltyper til sprøjtestøbeværktøjer – valg af værktøjsstål
Tolerancer og paringer – det kritiske interface
Det svageste punkt i ethvert modulært system er paringen mellem indsats og ramme. Her mødes to separate bearbejdede enheder, og enhver unøjagtighed i denne paring manifesterer sig direkte i emnekvaliteten: paringslinjer, dimensionsafvigelser og lækager i smelte eller kølemiddel er alle konsekvenser af paringer, der ikke holder tolerancen.
Tolerancekravene til paring mellem indsats og ramme er typisk tættere end for de fleste andre komponenter i et sprøjtestøbeværktøj. Paringen skal fungere under de termiske og mekaniske belastninger, der opstår under produktion – herunder termisk udvidelse, der kan ændre paringens geometri afhængigt af driftstemperaturen. Et modulært system, der er korrekt konstrueret og bearbejdet, håndterer dette uden problemer. Et system med utilstrækkelig præcision giver problemer, der er sværere at diagnosticere end i et konventionelt værktøj, netop fordi variablen er interfacet og ikke kaviteten isoleret set.
Hotrunner i modulære løsninger
Hotrunner-systemet er i langt de fleste modulære løsninger rammefastmonteret og dimensioneret til alle planlagte indsatser. Det betyder, at portgeometri, portplacering og dysetype er defineret af rammen og skal passe til alle indsatser i systemet. Det er en central konstruktionsmæssig begrænsning: en indsats, der kræver en portplacering eller -type, der afviger fra rammens standard, kan ikke integreres uden at modificere hotrunner-systemet – eller konstruere en ny ramme.
Til gengæld eliminerer hotrunner-systemet i en modulær løsning den indløbsklump, der ellers ville opstå ved koldkanalproduktion, og sikrer, at skiftet fra én indsats til en anden kan gennemføres uden at ændre hotrunner-konfigurationen. Det giver korte omstillingstider og en produktionsproces, der er konsistent på tværs af alle varianter.
Investering og tidsbesparelse
Den primære økonomi i et modulært system er, at rammeinvesteringen fordeles på tværs af alle indsatser i systemet. Jo flere indsatser der produceres over rammens levetid, jo lavere er den effektive omkostning pr. variant. For en produktfamilie med fire til otte varianter er besparelsen i mange tilfælde betydelig sammenlignet med fire til otte separate konventionelle værktøjer. Hvad koster et sprøjtestøbeværktøj?
Tidsbesparelsen på nye indsatser er ligeledes markant. Når rammen er konstrueret og afprøvet, er fremstillingstiden for en ny indsats betydeligt kortere end for et komplet nyt værktøj. Det reducerer time-to-market for nye varianter og giver en reel produktudviklingsfordel i markeder med hyppige produktopdateringer.
Vedligeholdelsen forenkles, fordi rammen er fælles: service på hotrunner-system, kølekredsløb og udstødersystem gennemføres én gang og dækker alle indsatser. Indsatserne vedligeholdes selvstændigt, men den fælles ramme reducerer den samlede vedligeholdelsesbyrde i forhold til et tilsvarende antal konventionelle værktøjer. Forebyggende vedligeholdelse
Begrænsninger – hvornår modulært ikke giver mening
Et modulært system er ikke universelt bedre end konventionelle dedikerede værktøjer. Det stiller krav til forudgående planlægning, der er større end for et konventionelt enkeltformværktøj: rammen skal konstrueres med alle planlagte indsatser i tankerne fra dag ét, fordi efterfølgende ændringer i rammens interfaces er kostbare.
Emner med meget forskellig geometri, der stiller modstridende krav til portplacering, køling eller udstøder, er svære at integrere i det samme modulære system. Her er separate konventionelle værktøjer den mere fleksible løsning.
For enkeltproduktioner uden planlagte varianter er den ekstra konstruktionsindsats, der kræves for at etablere et modulært system, sjældent rentabel. Et dedikeret enkeltkavitetsværktøj er enklere, hurtigere at konstruere og fuldt tilpasset emnets specifikke krav. Enkeltkavitets- vs multicavitetsforme
Opsummering
Et modulært sprøjtestøbeværktøj er svaret, når en produktfamilie med flere geometrisk beslægtede varianter skal produceres fleksibelt og med en samlet lavere investering end et tilsvarende antal konventionelle værktøjer. Princippet er enkelt: standardiser det, der er fælles, og gør det, der varierer, udskifteligt.
Realisationen kræver præcision i konstruktion og bearbejdning – særligt i interfacet mellem indsats og ramme – og forudgående planlægning af alle varianter, inden rammen konstrueres. Et modulært system, der er korrekt etableret, giver kortere time-to-market for nye varianter, lavere samlet investering og en forenklet vedligeholdelsesstruktur. Et system, der er konstrueret uden tilstrækkelig forudgående koordination, giver paringsproblemer og geometriske begrænsninger, der er kostbare at rette efterfølgende.
Ofte stillede spørgsmål
I et konventionelt værktøj er kavitetsgeometrien en integreret del af formrammen. I et modulært system er rammen standardiseret og genbrugelig, mens indsatserne, der definerer emnets geometri, er udskiftelige. En ny variant kræver en ny indsats – ikke en ny ramme.
Når der er en defineret produktfamilie med flere varianter, der deler tilstrækkelig geometrisk grundstruktur til at kunne produceres i den samme ramme. Jo flere varianter der produceres over rammens levetid, jo bedre er den samlede økonomi i et modulært system.
Paringen mellem indsats og ramme. Her er tolerancekravene tættere end i de fleste andre dele af værktøjet, og enhver unøjagtighed manifesterer sig direkte i emnekvaliteten. Rammen skal desuden konstrueres med alle planlagte indsatser i tankerne fra starten, fordi efterfølgende ændringer i rammens interfaces er kostbare.
Principielt ja, men plastmaterialets procesegenskaber – temperatur, tryk, korrosivitet – skal matche rammens og indsatsernes stålkvalitet og hotrunner-konfiguration. Et modulært system konstrueret til PP og PE er ikke nødvendigvis egnet til et teknisk materiale med høj procestemperatur uden modifikationer.
For fællesdelene – hotrunner, køling, udstøder – ja. Service gennemføres én gang og dækker alle indsatser. Indsatserne vedligeholdes selvstændigt, men den samlede vedligeholdelsesbyrde er lavere end for et tilsvarende antal separate konventionelle værktøjer med individuelle systemer.










