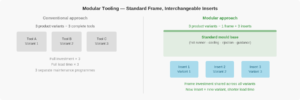
A conventional injection molding mold is designed for a single part. If the same part is to be produced in three sizes or four variants, this requires three or four separate molds—each requiring a full investment, full production time, and a full maintenance program.
A modular injection molding tool solves this problem by separating the common elements from the variable ones. The mold base—including the hot runner, cooling, ejection system, and control system—is standard and reused across all variants. Only the inserts, which define the part’s geometry, are interchangeable. A new variant requires a new insert, not a new mold.
It is a design principle that significantly changes the investment logic for product families—but it also places greater demands on design precision and coordination than a conventional single-cavity mold.
The Principle Behind Modular Tools
The basic structure of a modular injection molding tool is a standardized mold frame that contains all the elements common to all variants: the hot runner system, the cooling circuit, the ejection system, and the guide rails. The frame is designed to accommodate interchangeable inserts that define the cavity geometry.
An insert is the part of the mold that determines the shape, surface, and dimensions of the part. By changing the insert in the same mold base, a new variant is produced—using the same machine, the same hot runner system, and the same cooling and ejection configuration. The mold base is a one-time investment. The inserts are the variable component.
The system requires that all designs be created within the framework’s defined limits and interfaces. This means that the geometric freedoms available in a dedicated conventional tool are not always available in a modular system. Flexibility is present—but within defined limits.
When is a modular injection molding tool the right choice?
Modular tooling makes the most sense when two conditions are met: there is a defined product family with multiple variants, and the variants share a sufficient basic geometric structure to be produced within the same framework.
The classic example is packaging in the same series but in different sizes—a container available in 250 ml, 500 ml, and 1000 ml with the same cross-sectional geometry and the same locking system. Here, the mold frame is identical for all three sizes; only the cavity height and insert geometry vary. A modular solution significantly reduces the total investment and makes it possible to add new sizes to the series without having to start a new, complete mold tooling project.
Modular tooling is also useful in product development phases where the workpiece undergoes iterative changes: instead of ordering a new, complete tool for each design revision, a new insert is ordered for the existing frame. This significantly reduces both the cost and the lead time per iteration.
Finally, modular systems are used in situations where the production of multiple variants must be handled flexibly on a single machine—for example, in packaging production involving short runs and frequent changeovers. Specialized tools for food packaging
Design Principles – What Is Standardized and What Is Customized
The mold frame standardizes all elements that are independent of the part’s specific geometry. The hot runner system is designed to accommodate all planned inserts and is permanently mounted in the frame. The cooling circuit is routed through the frame and connected to the inserts via standardized couplings. The ejection system and guide rails are fixed to the frame and designed to handle the force and precision required by all inserts.
The inserts are designed within the frame’s specified interfaces: dimensions, mating elements, connection points for cooling and the hot runner, as well as ejector positions, are all defined by the frame and cannot be deviated from without rendering the insert incompatible. This places high demands on the coordination between the frame design and the insert design—and on the precision with which the inserts are machined.
The selection of steel for inserts follows the same principles as for conventional cavities: the blank geometry, the plastic material, and the requirements for surface finish and service life determine which steel is chosen. Steel grades for injection molding tools—selection of tool steel
Tolerances and Fits – The Critical Interface
The weakest point in any modular system is the mating between the insert and the frame. This is where two separate machined components meet, and any inaccuracy in this mating directly affects the quality of the workpiece: mating lines, dimensional deviations, and leaks of molten metal or coolant are all consequences of mates that do not meet the tolerance.
The tolerance requirements for the mating between the insert and the frame are typically tighter than for most other components in an injection molding tool. The mating must function under the thermal and mechanical stresses that arise during production—including thermal expansion, which can alter the geometry of the mating depending on the operating temperature. A modular system that is properly designed and machined handles this without any problems. A system with insufficient precision causes problems that are more difficult to diagnose than in a conventional mold, precisely because the variable is the interface and not the cavity in isolation.
Hot Runners in Modular Solutions
In the vast majority of modular solutions, the hot runner system is frame-mounted and designed to accommodate all planned inserts. This means that the gate geometry, gate location, and nozzle type are defined by the frame and must be compatible with all inserts in the system. This is a key design limitation: an insert that requires a gate location or type that deviates from the frame’s standard cannot be integrated without modifying the hot runner system—or designing a new frame.
In contrast, the hot-runner system in a modular solution eliminates the gate sprue that would otherwise occur in cold-runner production and ensures that switching from one insert to another can be done without changing the hot-runner configuration. This results in short changeover times and a production process that is consistent across all variants.
Investment and Time Savings
The primary economic benefit of a modular system is that the initial investment is spread across all variants in the system. The more variants produced over the system’s lifetime, the lower the effective cost per variant. For a product family with four to eight variants, the savings are often significant compared to four to eight separate conventional molds. How much does an injection molding tool cost?
The time savings on new inserts are also significant. Once the frame has been designed and tested, the production time for a new insert is considerably shorter than for a completely new tool. This reduces the time to market for new variants and provides a real product development advantage in markets with frequent product updates.
Maintenance is simplified because the framework is shared: servicing of the hot runner system, cooling circuit, and ejector system is performed once and covers all inserts. The inserts are maintained independently, but the common frame reduces the overall maintenance burden compared to an equivalent number of conventional molds. Preventive maintenance
Limitations – When a Modular Approach Doesn't Make Sense
A modular system is not universally superior to conventional dedicated tools. It requires more advance planning than a conventional single-mold tool: the frame must be designed with all planned inserts in mind from day one, because subsequent changes to the frame’s interfaces are costly.
Workpieces with very different geometries that impose conflicting requirements on gate placement, cooling, or ejectors are difficult to integrate into the same modular system. In such cases, separate conventional tools are the more flexible solution.
For single-unit production runs without planned variants, the additional design effort required to establish a modular system is rarely cost-effective. A dedicated single-cavity mold is simpler, faster to design, and fully tailored to the specific requirements of the part. Single-cavity vs. multi-cavity molds
Summary
A modular injection molding tool is the solution when a product family with several geometrically related variants needs to be produced flexibly and with a lower overall investment than a corresponding number of conventional tools. The principle is simple: standardize the common elements and make the variable elements interchangeable.
Implementation requires precision in design and machining—particularly at the interface between the insert and the frame—as well as advance planning of all variants before the frame is constructed. A properly established modular system results in a shorter time-to-market for new variants, a lower total investment, and a simplified maintenance structure. A system designed without sufficient prior coordination leads to mating issues and geometric constraints that are costly to correct later on.
Frequently Asked Questions
In a conventional tool, the cavity geometry is an integral part of the mold frame. In a modular system, the frame is standardized and reusable, while the inserts that define the part’s geometry are interchangeable. A new variant requires a new insert—not a new frame.
When there is a defined product family with multiple variants that share a sufficient basic geometric structure to be produced within the same framework. The more variants produced over the framework’s lifetime, the better the overall cost-effectiveness of a modular system.
The relationship between the insert and the frame. Here, the tolerance requirements are tighter than in most other parts of the tool, and any inaccuracy directly affects the quality of the workpiece. Furthermore, the frame must be designed with all planned inserts in mind from the outset, because subsequent changes to the frame’s interfaces are costly.
In principle, yes, but the processing characteristics of the plastic material—temperature, pressure, and corrosiveness—must match the steel grade of the mold and inserts, as well as the hot runner configuration. A modular system designed for PP and PE is not necessarily suitable for a technical material with a high processing temperature without modifications.
For the common components—hot runner, cooling, ejector—yes. Service is performed once and covers all inserts. The inserts are maintained independently, but the overall maintenance burden is lower than for a comparable number of separate conventional molds with individual systems.










