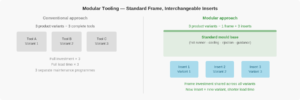
Ett konventionellt formsprutningsverktyg är konstruerat för en enda detalj. Om samma detalj ska tillverkas i tre storlekar eller fyra varianter krävs det tre eller fyra separata verktyg – med full investering, full tillverkningstid och fullt underhållsprogram för vart och ett av dem.
Ett modulärt formsprutningsverktyg löser detta problem genom att skilja det som är likartat från det som varierar. Formramen – med varmkanal, kylning, utstötningssystem och styrning – är standard och återanvänds för alla varianter. Endast insatserna, som definierar detaljens geometri, är utbytbara. En ny variant kräver en ny insats, inte ett nytt verktyg.
Det är en konstruktionsprincip som avsevärt förändrar investeringslogiken för produktfamiljer – men den ställer också högre krav på konstruktionsprecision och samordning än vad som är fallet med ett konventionellt verktyg med en enda form.
Principen bakom modulära verktyg
Grundstrukturen i ett modulärt formsprutningsverktyg består av en standardiserad formram som innehåller alla de element som är gemensamma för alla varianter: varmkanalsystemet, kylkretsen, utstötningssystemet och styrskenorna. Ramen är konstruerad för att kunna ta emot utbytbara insatser som definierar kavitetsgeometrin.
En insats är den del av formen som bestämmer ämnets form, yta och dimensioner. Genom att byta insats i samma ram tillverkas en ny variant – med samma maskin, samma varmkanalsystem och samma kyl- och utstötningskonfiguration. Ramen är en engångsinvestering. Insatserna är den variabla delen.
Systemet förutsätter att alla insatser utformas inom de fastställda gränserna och gränssnitten för ramen. Det innebär att de geometriska friheter som är möjliga i ett specialiserat konventionellt verktyg inte alltid är tillgängliga i ett modulärt system. Flexibiliteten finns där – men inom definierade ramar.
När är ett modulärt formsprutningsverktyg det rätta valet?
Modulärt verktygsarbete är mest meningsfullt när två villkor är uppfyllda: det finns en definierad produktfamilj med flera varianter, och varianterna har en tillräckligt liknande geometrisk grundstruktur för att kunna tillverkas i samma ram.
Det klassiska exemplet är förpackningar i samma serie men i olika storlekar – en behållare som finns i 250 ml, 500 ml och 1000 ml med samma tvärsnittsgeometri och samma låssystem. Här är formramen identisk för alla tre storlekarna; endast kavitetshöjden och insatsgeometrin varierar. En modulär lösning minskar den totala investeringen avsevärt och gör det möjligt att lägga till nya storlekar i serien utan att behöva starta ett nytt komplett formverktygsprojekt.
Modulära verktyg är också relevanta i produktutvecklingsfaser där arbetsstycket genomgår flera iterationer: istället för att beställa ett helt nytt verktyg för varje designändring beställs en ny insats till den befintliga ramen. Detta minskar både kostnaden och leveranstiden per iteration avsevärt.
Slutligen används modulära system i situationer där tillverkningen av flera varianter måste hanteras flexibelt på en och samma maskin – till exempel vid förpackningstillverkning med korta serier och frekventa skiftbyten. Specialverktyg för livsmedelsförpackningar
Konstruktionsprinciper – vad som standardiseras och vad som ändras
Formramen standardiserar alla element som är oberoende av det konkreta formstyckets geometri. Varmkanalsystemet är dimensionerat för att betjäna alla planerade insatser och är fastmonterat i ramen. Kylkretsen är anordnad i ramen och ansluts till insatserna via standardiserade kopplingar. Utstötningssystemet och styrskenorna är fastmonterade i ramen och dimensionerade för att klara den kraft och precision som alla insatser kräver.
Insatserna konstrueras inom ramen för de fastställda gränssnitten: dimensioner, kopplingselement, anslutningspunkter för kylning och varmkanal samt utstötningspositioner definieras alla av ramen och kan inte avvikas från utan att insatsen blir inkompatibel. Detta ställer höga krav på samordningen mellan ramkonstruktionen och insatskonstruktionen – och på den precision med vilken insatserna bearbetas.
Valet av stål för insatser följer samma principer som för konventionella kaviteter: insatsens geometri, plastmaterialet samt kraven på yta och livslängd avgör vilket stål som väljs. Ståltyper för formsprutningsverktyg – val av verktygsstål
Toleranser och kopplingar – det kritiska gränssnittet
Den svagaste punkten i varje modulärt system är passningen mellan insatsen och ramen. Här möts två separata bearbetade enheter, och varje felaktighet i denna passning påverkar direkt ämneskvaliteten: passningslinjer, måttavvikelser och läckage av smältmaterial eller kylmedel är alla konsekvenser av passningar som inte håller toleransen.
Toleranskraven för passningen mellan insats och ram är vanligtvis strängare än för de flesta andra komponenter i ett formsprutningsverktyg. Passningen måste fungera under de termiska och mekaniska belastningar som uppstår under produktionen – däribland termisk expansion, som kan förändra passningens geometri beroende på driftstemperaturen. Ett modulärt system som är korrekt konstruerat och bearbetat hanterar detta utan problem. Ett system med otillräcklig precision ger upphov till problem som är svårare att diagnostisera än i ett konventionellt verktyg, just eftersom variabeln är gränssnittet och inte kaviteten isolerat sett.
Varmkanaler i modulära lösningar
I de allra flesta modulära lösningar är varmkanalsystemet fastmonterat i ramen och dimensionerat för alla planerade insatser. Det innebär att ingångsgeometri, ingångsplacering och munstyckstyp definieras av ramen och måste passa alla insatser i systemet. Detta utgör en central konstruktionsmässig begränsning: en insats som kräver en portplacering eller porttyp som avviker från ramens standard kan inte integreras utan att hotrunner-systemet modifieras – eller att en ny ram konstrueras.
I en modulär lösning eliminerar däremot hotrunner-systemet den ingångsklump som annars skulle uppstå vid kallkanalstillverkning och säkerställer att bytet från en insats till en annan kan genomföras utan att hotrunner-konfigurationen behöver ändras. Detta ger korta omställningstider och en produktionsprocess som är enhetlig för alla varianter.
Investering och tidsbesparing
Den främsta ekonomiska fördelen med ett modulärt system är att raminvesteringen fördelas över alla insatser i systemet. Ju fler insatser som produceras under ramens livslängd, desto lägre blir den effektiva kostnaden per variant. För en produktfamilj med fyra till åtta varianter är besparingen i många fall betydande jämfört med fyra till åtta separata konventionella verktyg. Vad kostar ett formsprutningsverktyg?
Tidsbesparingen vid tillverkning av nya insatser är också betydande. När ramen väl är konstruerad och testad är tillverkningstiden för en ny insats betydligt kortare än för ett helt nytt verktyg. Detta förkortar tiden till marknadslansering för nya varianter och ger en verklig fördel inom produktutvecklingen på marknader där produktuppdateringar sker ofta.
Underhållet förenklas eftersom ramen är gemensam: service av varmkanalsystem, kylkretsar och utstötningssystem utförs en gång och omfattar alla insatser. Insatserna underhålls separat, men den gemensamma ramen minskar den totala underhållsbelastningen jämfört med ett motsvarande antal konventionella verktyg. Förebyggande underhåll
Begränsningar – när en modulär lösning inte är lämplig
Ett modulärt system är inte i alla avseenden bättre än konventionella specialverktyg. Det ställer högre krav på förhandsplanering än vad som gäller för ett konventionellt verktyg med en enda form: ramen måste konstrueras med alla planerade insatser i åtanke redan från första början, eftersom efterföljande ändringar av ramens gränssnitt är kostsamma.
Det är svårt att integrera detaljer med mycket olika geometri, som ställer motstridiga krav på portplacering, kylning eller utstötare, i samma modulära system. Här är separata konventionella verktyg den mer flexibla lösningen.
För enstaka produktioner utan planerade varianter är det extra konstruktionsarbete som krävs för att inrätta ett modulärt system sällan lönsamt. Ett specialanpassat verktyg med en kaviteter är enklare, snabbare att konstruera och helt anpassat till det specifika arbetsstyckets krav. Formar med en kaviteter jämfört med formar med flera kaviteter
Sammanfattning
Ett modulärt formsprutningsverktyg är lösningen när en produktfamilj med flera geometriskt besläktade varianter ska tillverkas på ett flexibelt sätt och med en lägre total investering än vad ett motsvarande antal konventionella verktyg skulle kräva. Principen är enkel: standardisera det som är gemensamt och gör det som varierar utbytbart.
Genomförandet kräver precision i konstruktion och bearbetning – särskilt i gränssnittet mellan insatsen och ramen – samt förhandsplanering av alla varianter innan ramen konstrueras. Ett modulärt system som är korrekt uppbyggt ger kortare time-to-market för nya varianter, lägre totalinvestering och en förenklad underhållsstruktur. Ett system som konstrueras utan tillräcklig förhandsplanering medför passningsproblem och geometriska begränsningar som är kostsamma att åtgärda i efterhand.
Vanliga frågor
I ett konventionellt verktyg är formhålans geometri en integrerad del av formramen. I ett modulärt system är ramen standardiserad och återanvändbar, medan insatserna, som definierar detaljens geometri, är utbytbara. En ny variant kräver en ny insats – inte en ny ram.
När det finns en definierad produktfamilj med flera varianter som delar en tillräckligt liknande geometrisk grundstruktur för att kunna tillverkas inom samma ram. Ju fler varianter som tillverkas under ramens livslängd, desto bättre blir den totala lönsamheten i ett modulärt system.
Samspelet mellan insats och ram. Här är toleranskraven strängare än i de flesta andra delar av verktyget, och varje felaktighet påverkar direkt ämnets kvalitet. Ramen måste dessutom konstrueras med alla planerade insatser i åtanke redan från början, eftersom efterföljande ändringar av ramens gränssnitt är kostsamma.
I princip ja, men plastmaterialets processegenskaper – temperatur, tryck, korrosivitet – måste stämma överens med ramens och insatsernas stålkvalitet samt hotrunner-konfigurationen. Ett modulärt system som är konstruerat för PP och PE är inte nödvändigtvis lämpligt för ett tekniskt material med hög processtemperatur utan anpassningar.
När det gäller de gemensamma delarna – varmkanal, kylning, utstötare – ja. Service utförs en gång och omfattar alla insatser. Insatserna underhålls separat, men den totala underhållsbelastningen är lägre än för ett motsvarande antal separata konventionella verktyg med individuella system.










