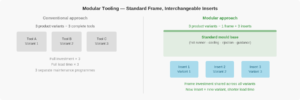
Ein herkömmliches Spritzgusswerkzeug ist für ein einziges Bauteil ausgelegt. Soll dasselbe Bauteil in drei Größen oder vier Varianten hergestellt werden, sind dafür drei bzw. vier separate Werkzeuge erforderlich – mit den entsprechenden Investitionen, der jeweiligen Fertigungszeit und dem jeweiligen Wartungsprogramm für jedes einzelne Werkzeug.
Ein modulares Spritzgusswerkzeug löst dieses Problem, indem es die gleichbleibenden Elemente von den variierenden trennt. Der Formrahmen – mit Heißkanal, Kühlung, Auswerfersystem und Steuerung – ist standardisiert und wird für alle Varianten wiederverwendet. Nur die Einsätze, die die Geometrie des Formteils bestimmen, sind austauschbar. Eine neue Variante erfordert einen neuen Einsatz, nicht ein neues Werkzeug.
Es handelt sich um ein Konstruktionsprinzip, das die Investitionslogik für Produktfamilien erheblich verändert – es stellt jedoch auch höhere Anforderungen an die Konstruktionsgenauigkeit und die Koordination als bei einem herkömmlichen Einzelformwerkzeug.
Das Prinzip hinter modularen Werkzeugen
Die Grundstruktur eines modularen Spritzgusswerkzeugs besteht aus einem standardisierten Formrahmen, der alle Elemente enthält, die allen Varianten gemeinsam sind: das Heißkanalsystem, den Kühlkreislauf, das Auswerfersystem und die Führungsschienen. Der Rahmen ist so konstruiert, dass er austauschbare Einsätze aufnehmen kann, die die Geometrie der Kavität definieren.
Ein Einsatz ist der Teil der Form, der die Form, die Oberfläche und die Abmessungen des Formteils bestimmt. Durch den Austausch des Einsatzes im selben Rahmen wird eine neue Variante hergestellt – mit derselben Maschine, demselben Heißkanalsystem und derselben Kühl- und Auswerferkonfiguration. Der Rahmen ist eine einmalige Investition. Die Einsätze sind der variable Teil.
Das System setzt voraus, dass alle Elemente innerhalb der festgelegten Grenzen und Schnittstellen des Rahmens konstruiert werden. Das bedeutet, dass geometrische Freiheiten, die in einem speziellen konventionellen Werkzeug möglich sind, in einem modularen System nicht immer zur Verfügung stehen. Die Flexibilität ist gegeben – jedoch innerhalb definierter Rahmenbedingungen.
Wann ist ein modulares Spritzgusswerkzeug die richtige Wahl?
Modulares Werkzeugbauverfahren ist dann am sinnvollsten, wenn zwei Bedingungen erfüllt sind: Es gibt eine definierte Produktfamilie mit mehreren Varianten, und die Varianten weisen eine ausreichende gemeinsame geometrische Grundstruktur auf, um im selben Rahmen gefertigt werden zu können.
Das klassische Beispiel sind Verpackungen derselben Serie, jedoch in verschiedenen Größen – ein Behälter, der in den Größen 250 ml, 500 ml und 1000 ml mit derselben Querschnittsgeometrie und demselben Verschlusssystem erhältlich ist. Hier ist der Formrahmen für alle drei Größen identisch; lediglich die Kavitätenhöhe und die Einlegeteilgeometrie variieren. Eine modulare Lösung reduziert die Gesamtinvestition erheblich und ermöglicht es, neue Größen in die Serie aufzunehmen, ohne ein neues komplettes Formwerkzeugprojekt starten zu müssen.
Modulare Werkzeuge sind ebenfalls in Phasen der Produktentwicklung relevant, in denen das Werkstück iterativ überarbeitet wird: Anstatt für jede Designüberarbeitung ein neues komplettes Werkzeug zu bestellen, wird ein neuer Einsatz für den bestehenden Rahmen bestellt. Dies reduziert sowohl die Kosten als auch die Lieferzeit pro Iteration erheblich.
Schließlich kommen modulare Systeme in Situationen zum Einsatz, in denen die Produktion mehrerer Varianten flexibel auf einer einzigen Maschine abgewickelt werden muss – beispielsweise in der Verpackungsfertigung mit kleinen Serien und häufigen Umrüstungen. Spezialwerkzeuge für Lebensmittelverpackungen
Konstruktionsprinzipien – was standardisiert wird und was geändert wird
Der Formrahmen standardisiert alle Elemente, die unabhängig von der konkreten Geometrie des Werkstücks sind. Das Heißkanalsystem ist für den Betrieb aller geplanten Einsätze ausgelegt und fest im Rahmen montiert. Der Kühlkreislauf ist im Rahmen verlegt und wird über standardisierte Kupplungen mit den Einsätzen verbunden. Das Auswerfersystem und die Führungsschienen sind rahmenfest und so ausgelegt, dass sie die Kraft und Präzision gewährleisten, die alle Einsätze erfordern.
Die Einsätze werden innerhalb der vom Rahmen vorgegebenen Schnittstellen konstruiert: Abmessungen, Passelemente, Anschlusspunkte für Kühlung und Heißkanal sowie Auswerferpositionen sind allesamt durch den Rahmen definiert und dürfen nicht abweichen, da der Einsatz sonst inkompatibel wird. Dies stellt hohe Anforderungen an die Abstimmung zwischen der Rahmenkonstruktion und der Einlegekonstruktion – sowie an die Präzision, mit der die Einlegeteile bearbeitet werden.
Die Stahlauswahl für Einsätze folgt denselben Grundsätzen wie bei herkömmlichen Kavitäten: Die Geometrie des Werkstücks, das Kunststoffmaterial sowie die Anforderungen an Oberfläche und Lebensdauer bestimmen, welcher Stahl gewählt wird. Stahlsorten für Spritzgusswerkzeuge – Auswahl des Werkzeugstahls
Toleranzen und Passungen – die kritische Schnittstelle
Die größte Schwachstelle jedes modularen Systems ist die Passung zwischen Einsatzteil und Rahmen. Hier treffen zwei separat bearbeitete Bauteile aufeinander, und jede Ungenauigkeit bei dieser Passung wirkt sich unmittelbar auf die Werkstückqualität aus: Passungslinien, Maßabweichungen sowie Leckagen von Schmelze oder Kühlmittel sind allesamt Folgen von Passungen, die die Toleranz nicht einhalten.
Die Toleranzanforderungen an die Passung zwischen Einsatz und Rahmen sind in der Regel enger als bei den meisten anderen Komponenten eines Spritzgusswerkzeugs. Die Passung muss den thermischen und mechanischen Belastungen standhalten, die während der Produktion auftreten – darunter auch thermische Ausdehnung, die die Geometrie der Passung je nach Betriebstemperatur verändern kann. Ein modulares System, das korrekt konstruiert und bearbeitet ist, bewältigt dies problemlos. Ein System mit unzureichender Präzision führt zu Problemen, die schwieriger zu diagnostizieren sind als bei einem herkömmlichen Werkzeug, gerade weil die Variable die Schnittstelle und nicht die Kavität für sich genommen ist.
Heißkanäle in modularen Lösungen
Das Heißkanalsystem ist in den allermeisten modularen Lösungen fest am Rahmen montiert und für alle geplanten Einsätze ausgelegt. Das bedeutet, dass die Angussgeometrie, die Angussposition und der Düsentyp durch den Rahmen vorgegeben sind und zu allen Einsätzen im System passen müssen. Dies stellt eine zentrale konstruktive Einschränkung dar: Ein Einsatz, der eine vom Standard des Rahmens abweichende Angussposition oder -art erfordert, kann nicht integriert werden, ohne das Heißkanalsystem zu modifizieren – oder einen neuen Rahmen zu konstruieren.
Im Gegenzug verhindert das Heißkanalsystem in einer modularen Lösung die sonst bei der Kaltkanalfertigung entstehende Angussansammlung und gewährleistet, dass der Wechsel von einem Einsatz zum anderen ohne Änderung der Heißkanalkonfiguration erfolgen kann. Dies sorgt für kurze Umrüstzeiten und einen über alle Varianten hinweg konsistenten Produktionsprozess.
Investition und Zeitersparnis
Der wesentliche wirtschaftliche Vorteil eines modularen Systems besteht darin, dass sich die Investition in die Form auf alle im System hergestellten Varianten verteilt. Je mehr Varianten über die Lebensdauer der Form hinweg produziert werden, desto geringer sind die effektiven Kosten pro Variante. Bei einer Produktfamilie mit vier bis acht Varianten ist die Einsparung in vielen Fällen erheblich im Vergleich zu vier bis acht separaten konventionellen Werkzeugen. Was kostet ein Spritzgusswerkzeug?
Auch bei neuen Einsätzen ist die Zeitersparnis erheblich. Sobald der Rahmen konstruiert und getestet ist, ist die Fertigungszeit für einen neuen Einsatz deutlich kürzer als für ein komplett neues Werkzeug. Dies verkürzt die Markteinführungszeit für neue Varianten und verschafft einen echten Vorteil bei der Produktentwicklung in Märkten mit häufigen Produktaktualisierungen.
Die Wartung wird vereinfacht, da ein gemeinsamer Rahmen besteht: Die Wartung des Heißkanalsystems, des Kühlkreislaufs und des Auswerfersystems erfolgt einmalig und deckt alle Einsätze ab. Die Einsätze werden zwar separat gewartet, doch der gemeinsame Rahmen reduziert den Gesamtwartungsaufwand im Vergleich zu einer entsprechenden Anzahl herkömmlicher Werkzeuge. Vorbeugende Wartung
Einschränkungen – wann ein modularer Ansatz keinen Sinn macht
Ein modulares System ist nicht grundsätzlich besser als herkömmliche Spezialwerkzeuge. Es stellt höhere Anforderungen an die Vorplanung als ein herkömmliches Einzelformwerkzeug: Der Rahmen muss vom ersten Tag an unter Berücksichtigung aller geplanten Einsätze konstruiert werden, da nachträgliche Änderungen an den Schnittstellen des Rahmens kostspielig sind.
Werkstücke mit sehr unterschiedlicher Geometrie, die widersprüchliche Anforderungen an die Anordnung der Angussstellen, die Kühlung oder die Auswerfer stellen, lassen sich nur schwer in ein und dasselbe modulare System integrieren. In diesem Fall sind separate konventionelle Werkzeuge die flexiblere Lösung.
Bei Einzelfertigungen ohne geplante Varianten lohnt sich der zusätzliche Konstruktionsaufwand, der für die Einrichtung eines modularen Systems erforderlich ist, selten. Ein speziell angefertigtes Ein-Kavitäten-Werkzeug ist einfacher, schneller zu konstruieren und vollständig an die spezifischen Anforderungen des Werkstücks angepasst. Ein-Kavitäten- vs. Mehrkavitäten-Formen
Zusammenfassung
Ein modulares Spritzgusswerkzeug ist die Lösung, wenn eine Produktfamilie mit mehreren geometrisch verwandten Varianten flexibel und mit insgesamt geringeren Investitionskosten als bei einer entsprechenden Anzahl herkömmlicher Werkzeuge hergestellt werden soll. Das Prinzip ist einfach: Standardisieren Sie die gemeinsamen Elemente und gestalten Sie die variablen Elemente austauschbar.
Die Umsetzung erfordert Präzision bei Konstruktion und Bearbeitung – insbesondere an der Schnittstelle zwischen Einsatz und Rahmen – sowie eine vorausschauende Planung aller Varianten, bevor der Rahmen konstruiert wird. Ein korrekt eingerichtetes modulares System sorgt für eine kürzere Markteinführungszeit neuer Varianten, geringere Gesamtinvestitionen und eine vereinfachte Wartungsstruktur. Ein System, das ohne ausreichende vorherige Abstimmung konstruiert wurde, führt zu Passungsproblemen und geometrischen Einschränkungen, deren nachträgliche Behebung kostspielig ist.
Häufig gestellte Fragen
Bei einem herkömmlichen Werkzeug ist die Formgeometrie ein integraler Bestandteil des Formrahmens. In einem modularen System ist der Rahmen standardisiert und wiederverwendbar, während die Einsätze, die die Geometrie des Werkstücks bestimmen, austauschbar sind. Eine neue Variante erfordert einen neuen Einsatz – keinen neuen Rahmen.
Wenn es eine definierte Produktfamilie mit mehreren Varianten gibt, die eine ausreichende gemeinsame geometrische Grundstruktur aufweisen, um im Rahmen desselben Produktionsrahmens hergestellt werden zu können. Je mehr Varianten über die Lebensdauer des Produktionsrahmens hinweg hergestellt werden, desto besser ist die Gesamtwirtschaftlichkeit eines modularen Systems.
Das Zusammenspiel zwischen Einsatz und Rahmen. Hier sind die Toleranzanforderungen strenger als in den meisten anderen Bereichen der Werkzeugkonstruktion, und jede Ungenauigkeit wirkt sich unmittelbar auf die Qualität des Werkstücks aus. Der Rahmen muss zudem von Anfang an unter Berücksichtigung aller geplanten Einsätze konstruiert werden, da nachträgliche Änderungen an den Schnittstellen des Rahmens kostspielig sind.
Grundsätzlich ja, aber die Verarbeitungseigenschaften des Kunststoffs – Temperatur, Druck, Korrosivität – müssen mit der Stahlgüte des Rahmens und der Einsätze sowie der Heißkanal-Konfiguration übereinstimmen. Ein für PP und PE konzipiertes modulares System ist nicht unbedingt ohne Anpassungen für einen technischen Werkstoff mit hoher Verarbeitungstemperatur geeignet.
Was die gemeinsamen Komponenten betrifft – Heißkanal, Kühlung, Auswerfer – ja. Die Wartung wird einmalig durchgeführt und deckt alle Einsätze ab. Die Einsätze werden eigenständig gewartet, doch der Gesamtwartungsaufwand ist geringer als bei einer entsprechenden Anzahl separater konventioneller Werkzeuge mit individuellen Systemen.










