Preventive maintenance
An injection molding tool is a precision investment. Yet it is not uncommon for maintenance to be treated as a reactive task that is initiated when something goes wrong, rather than as a planned part of production.
This is a costly approach. Unplanned downtime, quality issues, and premature replacement of components are, in many cases, direct consequences of a lack of systematic maintenance.
Preventive maintenance is about preserving the functionality of the equipment, minimizing downtime, and ensuring stable and predictable production over time.
What preventive maintenance entails
The purpose is not merely to repair, but to prevent. That is, to keep the tool in a condition where it can deliver consistent quality without unnecessary interruptions.
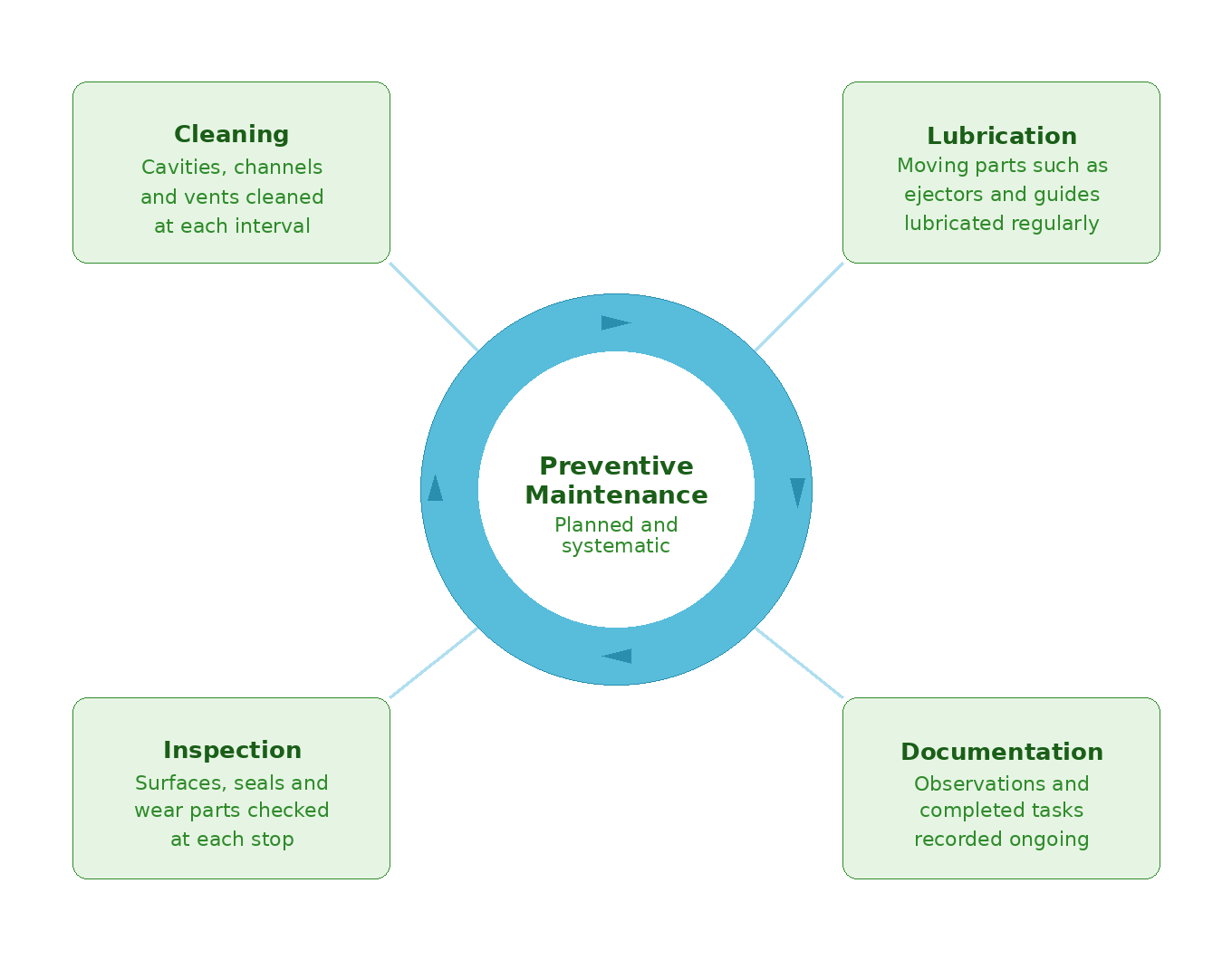
In practice, this means:
- Cleaning of mold cavities, cooling channels, and vents
- Lubrication of moving parts such as ejectors, guide rails, and cores
- Inspection and checking of wear parts, seals, and surfaces
- Checking the cooling system's operation and flow
- Documentation of observations and tasks performed
Maintenance carried out in a structured and documented manner also provides an important basis for assessing the condition of the mold over time. And how quickly a mold wears out depends largely on the type of steel it is made of. This is the subject of the article: [INTERNAL LINK → Steel Types for Injection Molding Tools – Selection of Tool Steel]
When should maintenance be performed?
The timing of maintenance should not be determined solely by when visible problems arise. It should be based on scheduled intervals defined according to:
Number of cycles: The most common method. Maintenance is performed after a predetermined number of shots, tailored to the specific tool and plastic material.
Time-based intervals: Relevant for tools that operate over long periods with a low cycle rate, where time-based intervals make more sense than cycle-based ones.
Condition-based assessments: In connection with planned production changes or when changes in workpiece quality, cycle time, or surface appearance are observed.
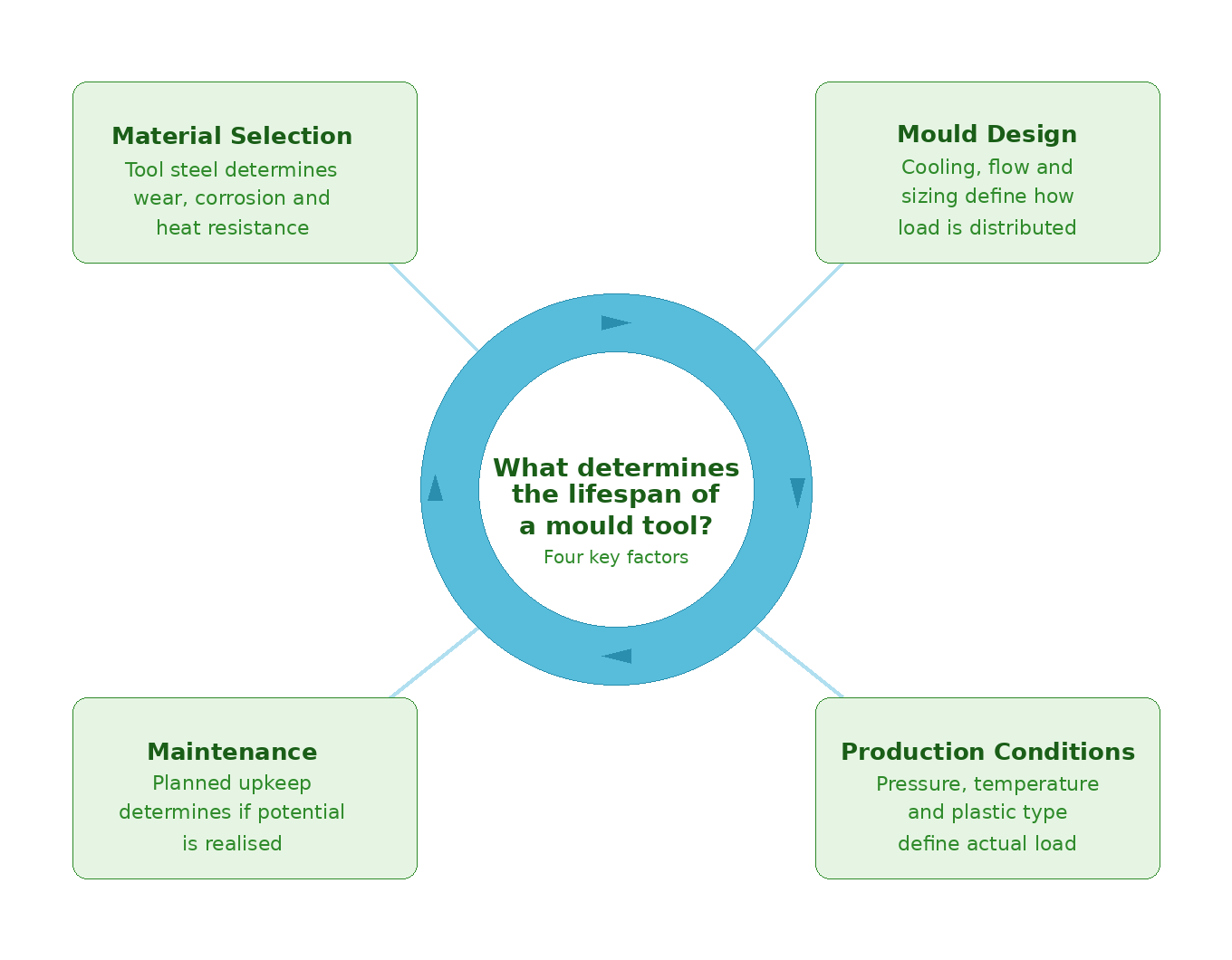
A well-defined maintenance schedule is based on concrete experience with the tool in question and the current production conditions. What can realistically be expected from a given tool is directly related to what determines the service life of an injection molding tool?
The critical areas to watch out for
Not all parts of an injection molding tool wear at the same rate. The stress is typically concentrated in specific areas, and it is these areas that require the most frequent attention.
Mold cavities and cores: Surfaces in direct contact with the plastic material are subject to wear and thermal stress. Abrasive materials such as fiberglass-reinforced plastic significantly increase wear.
Ejection system: Ejection pins and plates are in constant motion and must be lubricated regularly. Stiffness or wear in this area can lead to ejection failures and damage to the workpiece.
Cooling system: Scale buildup and clogging of cooling channels reduce cooling efficiency, increase cycle time, and can cause uneven temperature distribution within the mold. This directly affects part quality.
Mating surfaces and sealing surfaces: Wear on mating surfaces can cause flash and dimensional deviations outside the tolerance limits. Regular inspection and, if necessary, refinishing are required to maintain sealing tolerances.
Vent holes: Clogged vent holes can cause burn marks on the parts and increased pressure in the mold. Cleaning should be a regular part of the maintenance routine.
Many of these critical zones are directly affected by the design choices made early in the development process. A tool designed for ease of maintenance is easier to maintain and inspect properly. This is described in more detail in the article: [INTERNAL LINK → Design for Manufacturing in Injection Molding Tools]
Documentation as a tool
Systematic maintenance requires systematic documentation. This is not only necessary to comply with internal procedures, but also because, in practice, documentation is the only tool that provides a true overview of the condition and history of the equipment.
An ongoing maintenance log should include, at a minimum:
- Date and number of cycles at the time of execution
- What tasks have been completed
- Observations regarding wear, damage, or abnormalities
- Replaced components
This documentation provides a basis for adjusting maintenance intervals, identifying patterns, and making informed decisions regarding service life extension or renovation. It also forms the basis for the assessments typically conducted in connection with [INTERNAL LINK → ttest runs, commissioning, and validation, where the tool’s actual performance is determined for the first time.
Practical implications for production
Companies that focus on preventive maintenance typically experience fewer unplanned production stoppages, more consistent product quality, and greater predictability in planning.
Conversely, companies that primarily react to problems eventually find themselves in a situation where the maintenance burden increases and confidence in production declines.
A concrete example: A cooling system that is not cleaned regularly will gradually lose efficiency. This increases cycle time, but without causing any obvious failure. The result is wasted production time over a long period, rather than a single, clearly identifiable problem.
Preventive maintenance is largely about identifying and addressing the gradual changes that would otherwise go unnoticed in day-to-day production. From an overall economic perspective, ongoing maintenance is almost always less expensive than the consequences of neglecting it. This perspective is explored in more detail in the article: [INTERNAL LINK → How much does an injection molding tool cost?]
The relationship between extending the service life and renovation
Preventive maintenance is not an alternative to life extension or renovation. It is the prerequisite for the other measures to be effective.
A tool that is not regularly maintained is difficult to assess accurately when the question of extending its service life arises. And a refurbished tool that is subsequently operated without systematic maintenance will typically return to the same condition sooner than necessary.
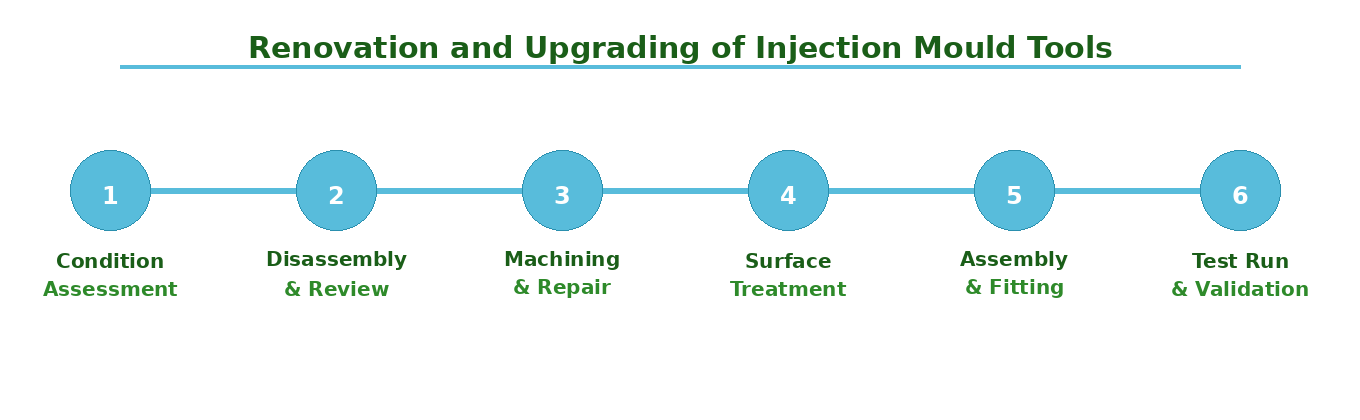
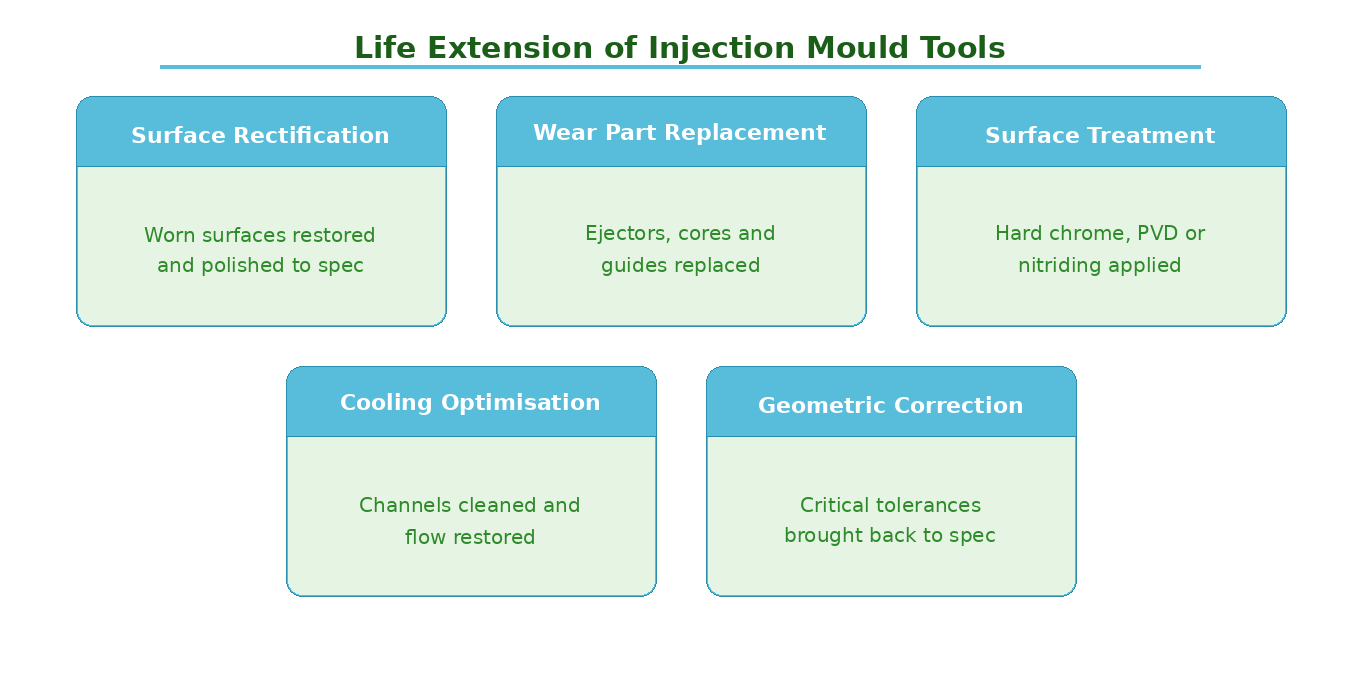
The next logical steps when maintenance is no longer sufficient are described in these articles: Extending the Service Life of Tools and Refurbishing and Upgrading Tools.
Summary
Preventive maintenance is the most direct way to ensure reliable operation and a long service life for an injection molding tool.
The key is to work proactively rather than reactively, to focus efforts on the most affected areas, and to document everything that is done and observed.
Maintenance is not an expense that can be put off. It is essential for ensuring that an investment in an injection molding tool delivers the return it is designed to provide.