Utvecklingen av ett formsprutningsverktyg är inte en linjär process från ritning till produktion. Det är en process där beslut som fattas tidigt i fasen har direkta konsekvenser för kvalitet, pris och leveranstid – och där ett nära samarbete mellan konstruktör, verktygstillverkare och tillverkare är en förutsättning för ett bra resultat.
Ändå underskattas ofta komplexiteten. Ett formsprutningsverktyg är inte en standardkomponent som kan specificeras utan föregående analys. Det är ett precisionsverktyg som måste anpassas till det specifika arbetsstycket, det aktuella plastmaterialet och den produktion som det ska ingå i.
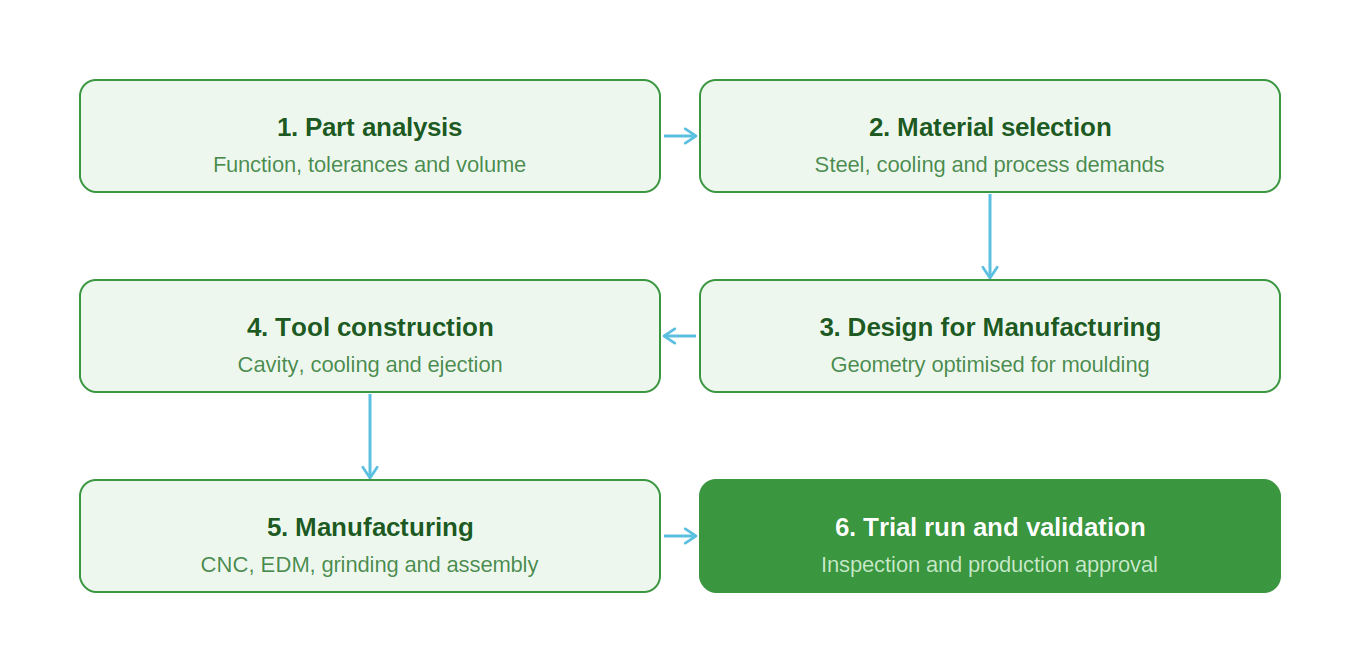
Den här artikeln går igenom utvecklingsprocessen steg för steg – från den första idén till ett validerat och produktionsklart verktyg.
Steg 1: Ämnesanalys och kravspecifikation
Allt börjar med arbetsstycket. Innan ett verktyg kan konstrueras måste man ha en tydlig förståelse för vad arbetsstycket ska kunna göra, under vilka förhållanden det används och vilka krav som ställs på toleranser, yta och funktion.
Det handlar om att besvara en rad grundläggande frågor: Vilken funktion ska detaljen fylla? Vilka dimensioner och toleranser är kritiska? Vilka belastningar ska detaljen tåla, och vilka krav ställs på ytkvalitet och finish? Slutligen är den förväntade produktionsvolymen avgörande, eftersom den har direkt inverkan på valet av antal formhåligheter och stålkvalitet.
Svaren anger ramarna för allt som följer. Ett projekt som gäller medicinsk utrustning ställer andra krav än en teknisk kabelkanal, och detta återspeglas direkt i verktygets konstruktion, valet av stål och toleranskraven.
Steg 2: Val av plastmaterial
Valet av material är nära kopplat till materialanalysen, men förtjänar att uppmärksammas särskilt. Plastmaterialet påverkar inte bara materialets egenskaper – det påverkar även hur verktyget ska konstrueras och dimensioneras.
Olika material ställer olika krav på formsprutningstryck och processtemperatur, krympning och tolerans, krav på ytbehandling i formhåligheter samt avluftning, kylning och ståltyp. Ett material som PEEK kräver bearbetning vid höga temperaturer och ställer särskilda krav på stål och kylsystem. Ett standardpolypropylen är betydligt mer förlåtande. Ståltyper för formsprutningsverktyg – val av verktygsstål
Steg 3: Design för tillverkning
När ämnet och materialet har fastställts inleds konstruktionsarbetet. Här är det avgörande att ämnet inte bara är utformat för sin funktion, utan också för den tillverkningsprocess det ska genomgå.
Design for Manufacturing handlar om att anpassa detaljens geometri, väggtjocklekar, avdragsvinklar och övergångar så att den kan tillverkas effektivt och med jämn kvalitet i formsprutningsprocessen. Detaljer som inte är optimerade för tillverkning leder till fel, kasserade detaljer och behov av efterbearbetning.
Typiska justeringar i detta skede omfattar införande av avfasningsvinklar för enkel utmatning, optimering av väggtjocklekar för att undvika insjunkningar och spänningar, flyttning av delningslinjer till icke-synliga ytor samt förenkling av geometrier som är svåra att tillverka i stål. Design for Manufacturing i formsprutningsverktyg
Steg 4: Konstruktion av formsprutningsverktyget
När den optimerade råämneskonstruktionen är klar kan själva verktygskonstruktionen påbörjas. Det är här som alla tekniska beslut sammanförs i en konstruktion som kan tillverkas och sättas i produktion.
Konstruktionen fastställer kavitetsutformningen – formar med en eller flera kaviteter, dimensionering av kylkanaler, utstötningssystem samt delningsplan och dragriktningar.
Valet av inloppssystem är ett centralt beslut i denna fas. I de allra flesta fall används ett hotrunner-system, där plastmassan hålls flytande i uppvärmda kanaler ända fram till ingången. Det ger kortare cykeltider, minimalt materialspill och en renare yta på det färdiga stycket utan inloppsmärken. I särskilda fall, vanligtvis vid mycket enkla geometrier, specifika material eller produktion i små volymer, kan ett kallkanalsystem vara lämpligt.
I detta skede genomförs vanligtvis formfyllnadsanalyser och flödessimuleringar som avslöjar potentiella problem såsom svetsfogar, luftfickor och ojämn fyllning innan stålet placeras i maskinen.
Steg 5: Tillverkning av verktyget
Tillverkningen är det fysiska arbetet där konstruktionen omvandlas till stål. Det är en process som kräver hög precision och omfattar flera bearbetningsmetoder: CNC-fräsning av formhål och kärnor, EDM för komplexa geometrier och skarpa inre hörn, slipning med snäva toleranser på passningar och stängande ytor samt polering och slutligen montering och justering av alla komponenter.
Toleranserna i ett formsprutningsverktyg ligger vanligtvis i hundradelsmillimeterklassen. Ett tillverkningsfel som inte upptäcks i ett tidigt skede kan kräva ombearbetning av hela sektioner och fördröja hela projektet.
Steg 6: Testkörning, inkörning och validering
Innan ett verktyg förklaras klart för produktion genomgår det en kontrollerad testkörning. Här bearbetas de första arbetsstyckena, och resultatet granskas systematiskt mot specifikationen.
Testkörningen visar om formhålet fylls korrekt, om toleranserna ligger inom specifikationen, om ytan är fri från defekter och om cykeltiden är realistisk. Eventuella avvikelser hanteras under inkörningsfasen, då verktyget justeras och optimeras. Validering är den formella dokumentationen av att verktyget och processen uppfyller kraven. Testkörning, inkörning och validering av formsprutningsverktyg
Hur mycket kostar hela programmet?
Utvecklingsprocessen från idé till validerat verktyg är en investering som varierar avsevärt beroende på ämnets komplexitet, antalet hålrum, stålkvaliteten samt kraven på toleranser och ytfinish.
Det är viktigt att förstå att priset på en formsprutningsform inte kan bedömas isolerat. Beslut som fattas tidigt i processen – om utformning av detaljerna, materialval och antal kaviteter – har direkt inverkan på den totala investeringen och på de driftskostnader som uppstår under formens livslängd. Vad kostar en formsprutningsform?
Från färdigt verktyg till långsiktig drift
När ett verktyg har validerats och tagits i drift inleds nästa fas: att säkerställa att investeringen håller över tid. Ett välutvecklat verktyg är en bra utgångspunkt, men det är underhållet som avgör om det kan uppfylla förväntningarna vad gäller livslängd och kvalitet.
De beslut som fattas under konstruktions- och tillverkningsfasen påverkar direkt hur enkelt eller krävande det är att underhålla verktyget under drift. Läs mer om hur förebyggande underhåll av formsprutningsverktyg går till här.
Sammanfattning
Utvecklingen av ett formsprutningsverktyg är en process som består av sex nära sammankopplade faser: analys av råämnet, materialval, Design for Manufacturing, konstruktion, tillverkning och validering. Kvaliteten i varje fas beror på kvaliteten i den föregående.
De dyraste felen i ett verktygsprojekt uppstår sällan under tillverkningen. De uppstår när beslut om utformning av råämnet och materialval fattas utan tillräcklig teknisk analys och upptäcks först när stålet redan har bearbetats och tid har gått åt.
En välplanerad utvecklingsprocess minskar risken för just detta.
Vanliga frågor
Det beror på komplexiteten. Ett enkelt verktyg med en kaviteter kan vara klart på 6–10 veckor. Komplexa verktyg med flera kaviteter och höga toleranskrav kan ta 16–24 veckor eller mer från specifikation till validerat verktyg.
Ändringar kan göras fram till konstruktionsfasen utan större konsekvenser. Ändringar efter det att tillverkningen har påbörjats kan kräva omarbetning och förlänga projektet avsevärt.
En formfyllningsanalys simulerar hur plastmaterialet fyller formhålet. Den används för att identifiera problem som luftfickor, svetsfogar och ojämn fyllning innan tillverkningen påbörjas.
Nej. Även den mest genomtänkta konstruktionen måste valideras i praktiken. Testkörningen är det enda sättet att bekräfta att verktyg, material och process fungerar som en helhet.
? Inkörning är den praktiska justeringen av verktyg och processparametrar. Validering är den formella dokumentationen av att processen är stabil och uppfyller specifikationen.










