En formsprutningsform kan vara konstruerad och tillverkad med stor omsorg och ändå kräva justeringar innan den är klar för produktion. Det är inte ett tecken på fel i processen. Det är en förväntad del av förloppet.
Testkörning, inkörning och validering är de tre faser som utgör en bro mellan ett färdigställt verktyg och en stabil, reproducerbar produktion. Varje fas har sitt eget syfte, och de kan inte ersätta varandra.
Att hoppa över dessa faser eller genomföra dem för snabbt är en av de vanligaste orsakerna till att produktionsstarten försenas eller att kvalitetsproblem upptäcks först när produkterna redan är ute på marknaden. Läs här om hur processen från idé till färdigt formsprutningsverktyg går till
Testkörningen: de första objekten från verktyget
Testkörningen är det första tillfället då plastmassan sprutas in i den nya formen. Syftet är att tillverka en uppsättning råämnen under kontrollerade förhållanden och att systematiskt granska resultatet.
En provkörning genomförs inte under full produktionsbelastning. Processparametrarna ställs in försiktigt, och man tar sig tid att observera hur verktyget och materialet beter sig.
De första detaljerna kontrolleras med avseende på:
• Korrekt formfyllning utan brister eller överfyllnad
• Mått jämfört med den tekniska specifikationen
• Ytkvalitet och finish
• Förekomst av svetsfogar, sjunkmärken eller luftfickor
• Utstötningens förlopp utan märken eller deformationer på arbetsstycket
• Stabil cykeltid
Resultaten från testkörningen utgör grunden för inkörningsfasen. Avvikelser noteras systematiskt och prioriteras utifrån deras betydelse för detaljens funktion och utseende.
Inkörning: justering av verktyg och process
Inkörningen är den iterativa fasen där de avvikelser som testkörningen har avslöjat åtgärdas. Det kan innebära justeringar av både processparametrarna och själva verktyget.
Processjusteringar handlar om att optimera insprutningstryck, temperatur, cykeltid och kylningstid, så att materialet beter sig som förväntat i just den verktyget.
I de flesta fall används ett varmkanalsystem, och driftsättningen innefattar därför även inställning av varmkanalsystemet. Det innebär kalibrering av zonernas temperaturer, kontroll av att fyllningen är jämnt fördelad mellan formhåligheterna samt att man säkerställer att ingångarna öppnas och stängs korrekt. Ett korrekt inställt varmkanalsystem är en förutsättning för stabil produktion och enhetlig produktkvalitet.
Mekaniska justeringar av verktyget kan omfatta:
• Polering eller modifiering av formhål för att korrigera ytfel
• Utvidgning eller förträngning av ingångar för att påverka fyllningsmönstret
• Anpassning av avluftningshål för att eliminera luftfickor
• Justering av utstötningssystemet för att undvika märken på arbetsstycket
• Korrigering av mått som ligger utanför toleransen
Inkörningsfasen kräver ett nära samarbete mellan verktygstillverkaren och plastteknikern, eftersom lösningarna på process- och verktygssidan påverkar varandra. En förändring av insprutningstrycket kan till exempel lösa ett fyllningsproblem, men samtidigt skapa ny belastning på en svag del i verktyget. Läs mer om processen i den här artikeln: Design for Manufacturing i formsprutningsverktyg
Validering: formell dokumentation av processduglighet
Validering är det formella avslutandet av inkörningsfasen. Här dokumenteras att verktyget och processen tillsammans kan producera detaljer som konsekvent och reproducerbart uppfyller specifikationerna.
Valideringen genomförs vanligtvis i två steg:
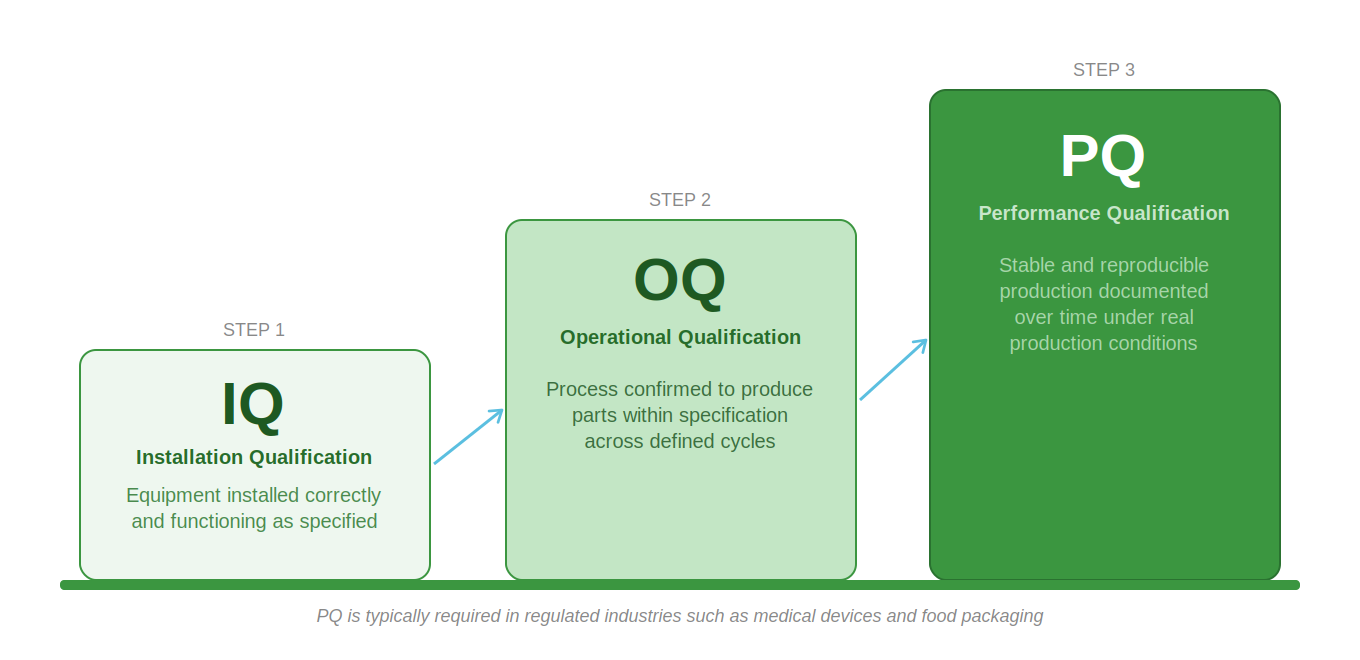
- IQ (Installation Qualification) bekräftar att verktyget är korrekt installerat och att all utrustning fungerar som avsett.
- OQ (Operational Qualification) bekräftar att processen kan producera detaljer som uppfyller specifikationerna under ett fastställt antal cykler och under varierande men realistiska processförhållanden.
Inom reglerade branscher som medicinteknik och livsmedelsförpackningar läggs vanligtvis ett tredje steg till, PQ (Performance Qualification), som dokumenterar en stabil produktion över tid och under faktiska produktionsförhållanden.
Valideringen är inte bara en intern kvalitetskontroll. Den utgör ett bevis gentemot kunden och, i förekommande fall, gentemot myndigheterna på att produktionsprocessen är under kontroll.
Vad som avslutar en validering
En validering är avslutad när mätresultaten från ett fastställt antal tillverkade detaljer bekräftar att alla kritiska dimensioner och egenskaper ligger stabilt inom de angivna toleranserna.
Detta innebär vanligtvis en statistisk analys av mätdata, inte bara en bedömning av medelvärden. Processkapabilitetsindex som Cp och Cpk används för att beskriva hur stor marginalen är mellan processen och toleransgränserna.
Resultatet av valideringen är en rapport som dokumenterar processparametrarna, mätresultaten och slutsatsen att produkten kan sättas i serieproduktion.
Sambandet mellan underhåll och livslängd
De processparametrar som fastställs under inkörning och validering utgör referensvärden för hela verktygets livslängd. Avvikelser från dessa parametrar under löpande drift är ett tidigt tecken på slitage eller behov av underhåll.
En noggrant validerad och dokumenterad process ger alltså inte bara en bra produktionsstart. Den ger också en viktig jämförelsegrund för att identifiera när ett verktyg börjar avvika från sitt optimala tillstånd. Du kan läsa mer om detta i följande artiklar: Förebyggande underhåll av formsprutningsverktyg och Vad avgör livslängden för ett formsprutningsverktyg?
Sammanfattning
Testkörning, inkörning och validering är tre separata faser med varsitt syfte. Testkörningen avslöjar, inkörningen löser och valideringen dokumenterar.
Kvaliteten på dessa faser avgör om produktionsstarten förlöper enligt plan och om den dokumentation som krävs inom reglerade branscher eller vid leverantörsgodkännande finns tillgänglig.
Ett verktyg är inte klart för produktion förrän valideringen är avslutad och dokumentationen är på plats.
Vanliga frågor
Testkörningen producerar de första detaljerna med ett nytt verktyg och ger en systematisk grund för att bedöma om verktyget uppfyller specifikationen och vilka justeringar som krävs.
Inkörning är den praktiska fasen där verktyg och processparametrar justeras för att uppnå önskad ämneskvalitet. Validering är den formella dokumentationen av att processen är stabil och reproducerbar inom specifikationens ramar.
Det finns tre steg i en formell valideringsprocess. IQ dokumenterar att installationen är korrekt utförd, OQ dokumenterar att processen uppfyller specifikationerna och PQ dokumenterar en stabil produktion över tid under verkliga produktionsförhållanden.
PQ är vanligtvis ett krav inom reglerade branscher som medicinteknik och livsmedelsförpackningar, samt vid leverantörsgodkännandeprocesser som ställer dokumentationskrav på processduglighet.
Cp och Cpk är statistiska index som beskriver hur centrerad och stabil en produktionsprocess är i förhållande till toleransgränserna. De används i valideringsrapporter för att dokumentera processdugligheten.










