An injection molding tool may be designed and manufactured with great care and still require adjustments before it is ready for production. This is not a sign of a flaw in the process. It is an expected part of the process.
Test runs, ramp-up, and validation are the three phases that bridge the gap between a finished tool and stable, reproducible production. Each phase has its own purpose, and they cannot be substituted for one another.
Skipping these phases or rushing through them is one of the most common reasons why production start-up is delayed or why quality issues aren’t detected until the parts are already in circulation. Read about how the process from idea to finished injection mold proceeds here
Test Run: First Items from the Tool
The test run is the first time that plastic material is injected into the new mold. The purpose is to produce a set of parts under controlled conditions and to systematically inspect the results.
A test run is not conducted under full production pressure. The process parameters are adjusted carefully, and time is taken to observe how the tool and the material behave.
The first parts are inspected for:
• Proper mold filling without short shots or flash
• Dimensions compared to the technical specification
• Surface quality and finish
• Presence of weld seams, sink marks, or air pockets
• Ejection process without marks or deformations on the part
• Stable cycle time
The results of the test run form the basis for the break-in phase. Deviations are systematically recorded and prioritized based on their impact on the part’s function and appearance.
Commissioning: Tool and Process Adjustment
The commissioning phase is the iterative phase during which the deviations identified during the test run are addressed. This may involve adjustments to both the process parameters and the tool itself.
Process adjustments involve optimizing injection pressure, temperature, cycle time, and cooling time so that the material behaves as expected in the specific mold.
In most cases, a hot runner system is used, and the commissioning process therefore also includes adjusting the hot runner system. This involves calibrating zone temperatures, checking for balanced filling across cavities, and ensuring that the gates open and close correctly. A properly calibrated hot runner system is essential for stable production and consistent part quality.
Mechanical adjustments to the mold may include:
• Polishing or modifying mold cavities to correct surface defects
• Widening or narrowing gates to influence the filling pattern
• Adjusting vents to eliminate air entrapments
• Adjusting the ejector system to prevent marks on the part
• Correcting dimensions that fall outside the tolerance
The ramp-up phase requires close collaboration between the mold maker and the plastics engineer, as solutions on the process side and the mold side influence one another. For example, a change in injection pressure may solve a filling problem but create new stress on a weak part of the mold. Read more about the process in this article: Design for Manufacturing in Injection Molding Tools
Validation: Formal Documentation of Process Capability
Validation is the formal conclusion of the ramp-up phase. It documents that the tool and process, when used together, can consistently and reproducibly produce parts that meet the specifications.
Validation is typically carried out in two steps:
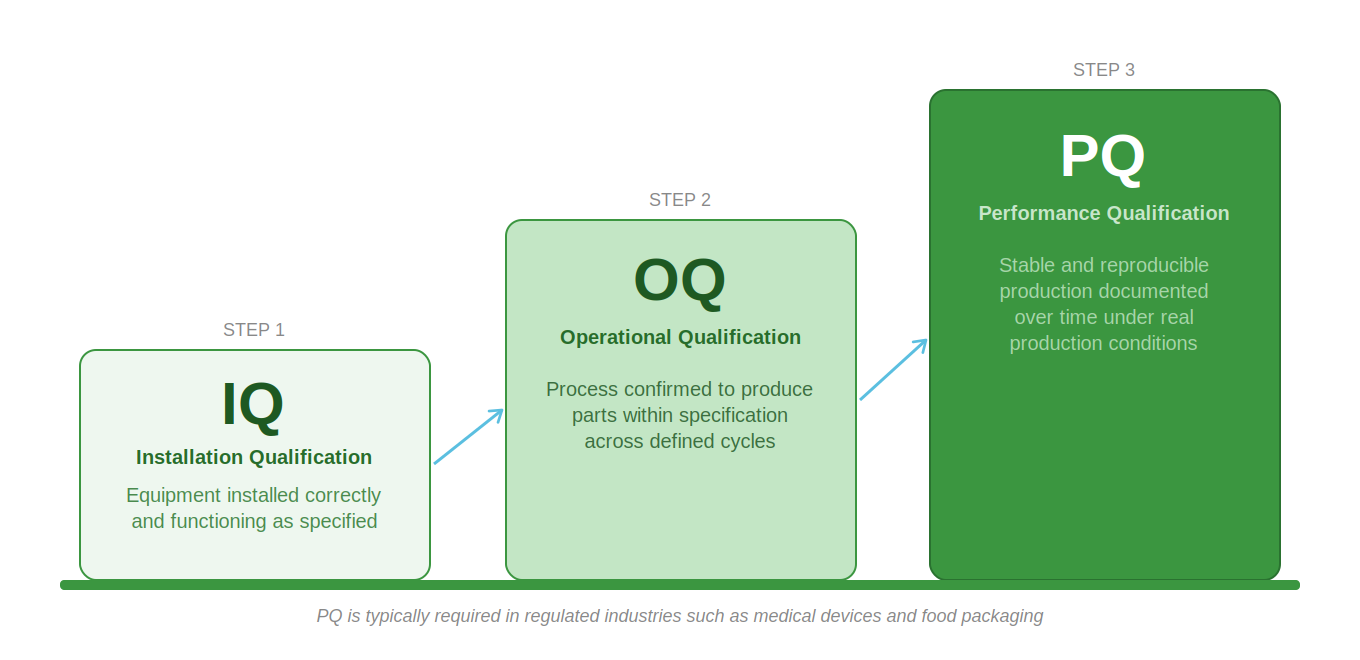
- IQ (Installation Qualification) confirms that the tool has been installed correctly and that all equipment is functioning as intended.
- OQ (Operational Qualification) confirms that the process can produce parts that meet the specification over a defined number of cycles and under varying but realistic process conditions.
In regulated industries such as medical devices and food packaging, a third step— PQ (Performance Qualification)—is typically added to document stable production over time and under actual production conditions.
Validation is not merely an internal quality control measure. It serves as documentation for the customer and, where applicable, for regulatory authorities, that the production process is under control.
What Concludes a Validation
A validation is complete when the measurement results from a defined number of produced parts confirm that all critical dimensions and properties are consistently within the specified tolerances.
This usually involves a statistical analysis of measurement data, not just an assessment of average values. Process capability indices such as Cp and Cpk are used to describe the margin between the process and the tolerance limits.
The result of the validation is a report that documents the process parameters, the measurement results, and the conclusion that the part is ready for mass production.
The Relationship Between Maintenance and Service Life
The process parameters established during commissioning and validation serve as a reference for the tool’s entire production life. Deviations from these parameters during routine operation are an early indication of wear or the need for maintenance.
A thoroughly validated and documented process therefore not only ensures a smooth start to production. It also provides an important basis for comparison to identify when a mold begins to deviate from its optimal condition. You can read more about this in these articles: Preventive Maintenance of Injection Molding Tools and What Determines the Service Life of an Injection Molding Tool?
Summary
Test runs, commissioning, and validation are three distinct phases, each with its own purpose. Test runs identify issues, commissioning resolves them, and validation documents the results.
The quality of these phases determines whether a production launch proceeds as expected and whether the documentation required in regulated industries or for supplier approval is available.
A tool is not ready for production until validation is complete and the documentation is in place.
Frequently Asked Questions
The test run produces the first parts from a new tool and provides a systematic basis for assessing whether the tool meets the specifications and what adjustments are necessary.
Run-in is the practical phase during which tools and process parameters are adjusted to achieve the desired workpiece quality. Validation is the formal documentation that the process is stable and reproducible within the specification.
There are three steps in a formal validation process. IQ documents proper installation, OQ documents that the process performs within specifications, and PQ documents stable production over time under actual production conditions.
PQ is typically a requirement in regulated industries such as medical devices and food packaging, as well as in supplier qualification processes that require documentation of process capability.
Cp and Cpk are statistical indices that describe how centered and stable a production process is relative to the tolerance limits. They are used in validation reports to document process capability.










