Priset på ett formsprutningsverktyg är en av de frågor som oftast ställs i ett projekts inledningsskede, och en av de svåraste att besvara utan en konkret utgångspunkt.
Det beror inte på att priserna är slumpmässiga eller oöverskådliga. Det beror på att priset på ett formsprutningsverktyg är direkt beroende av en rad tekniska och produktionsmässiga beslut som varierar avsevärt från projekt till projekt.
För att kunna ha realistiska prisförväntningar krävs det därför att man förstår vad som driver kostnaderna.
I den här artikeln går vi igenom de viktigaste parametrarna, vad de innebär i praktiken och hur man som kund bäst förbereder sig inför en prisförhandling.
Vad avgör priset?
Priset på ett formsprutningsverktyg är summan av de resurser som krävs för att konstruera, tillverka och validera det.
De viktigaste faktorerna är:
Ämnets komplexitet
Ju mer komplex geometri, desto mer tid krävs för konstruktion, CNC-bearbetning och EDM. Underskärningar, käftlösningar och komplexa inre profiler höjer priset märkbart. Läs mer om detta avsnitt i artikeln: Design for Manufacturing i formsprutningsverktyg
Antal kaviteter
Ett verktyg med flera kaviteter är dyrare att tillverka än ett verktyg med en kaviteter, men producerar fler detaljer per cykel. Valet av antal kaviteter beror på den förväntade produktionsvolymen och avvägningen mellan investeringen i verktyget och de löpande styckkostnaderna. Enkeltkavitets- vs. multikavitetsformar
Toleranser och ytkrav
Snäva toleranser kräver precisionsbearbetning och mer tid i tillverkningen. Höga krav på ytkvalitet, t.ex. spegelpolering för optiska komponenter eller strukturerad ytbehandling för designprodukter, kräver likaså specialiserad efterbehandling.
Stålkvalitet
Valet av stål påverkar både tillverkningskostnaden och verktygets livslängd. Ett höglegerat högpresterande stål för volymproduktion är dyrare än ett standardstål för prototyper eller småserietillverkning, men ger en betydligt längre livslängd. Läs mer om val av stål här: Ståltyper för formsprutningsverktyg – val av verktygsstål
Inloppssystem
I de allra flesta fall används ett varmkanalsystem, vilket minskar materialspillet och ger kortare cykeltider. Ett varmkanalsystem innebär en högre initialinvestering än ett kallkanalsystem, men är vanligtvis den bättre lösningen sett över formens totala livslängd.
Storlek
Större arbetsstycken kräver större stålblock, större maskiner och längre bearbetningstid. Storleken i sig är dock sällan den avgörande faktorn, eftersom komplexiteten väger tyngre än de råa måtten.
Hur mycket kan ett formsprutningsverktyg kosta?
Prisintervallet för formsprutningsverktyg är mycket brett. Ett enkelt verktyg med en kaviteter för en okomplicerad detalj kan kosta mellan 50 000 och 150 000 kr. Ett komplext verktyg med flera kaviteter, höga toleranskrav, klämlösningar och hotrunner-system kan kosta från 500 000 kr och uppåt.
Dessa siffror är vägledande och kan inte ersätta en konkret bedömning baserad på ämnesdata och kravspecifikation. De illustrerar dock intervallet och understryker att priset är ett resultat av tekniska val, inte ett fast belopp.
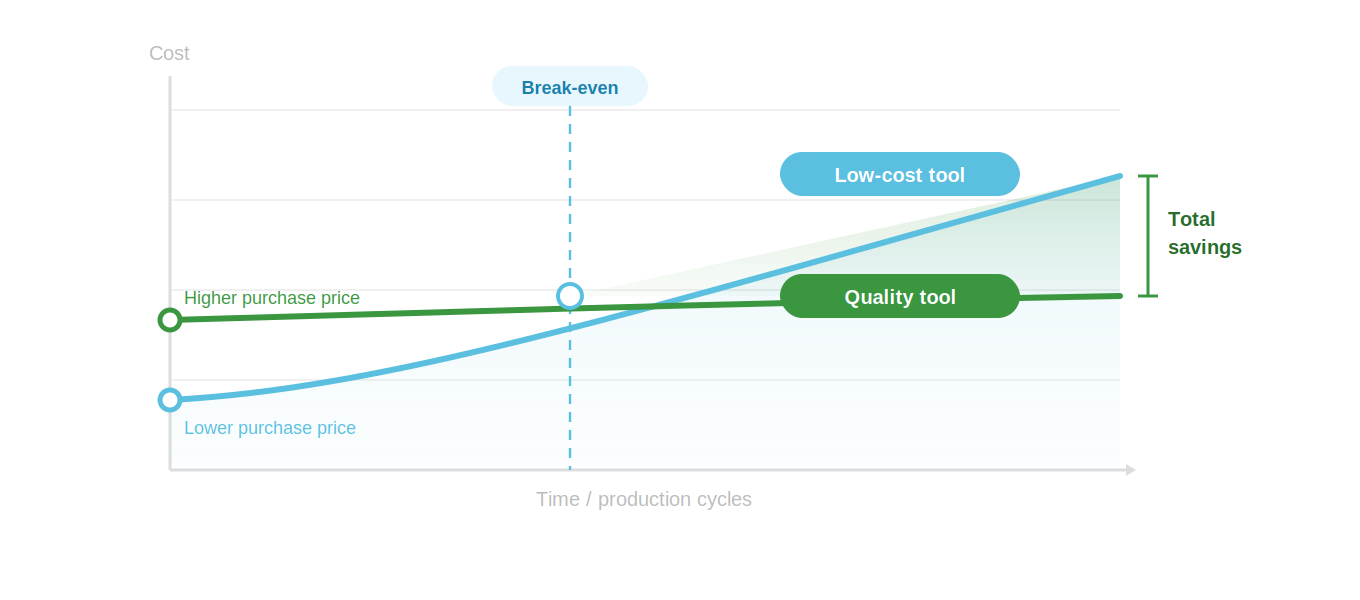
Total kostnad framför anskaffningspris
En erfaren inköpare bedömer inte priset på ett formsprutningsverktyg isolerat. Det relevanta värdet är den totala kostnaden under verktygets livslängd, vilket inkluderar:
- Verktygets anskaffningspris
- Löpande underhållskostnader
- Styckpris på de tillverkade artiklarna
- Förväntad livslängd och antal cykler
- Risken för oplanerade driftstopp och reparationer
Ett billigt verktyg som kräver frekvent underhåll, har kortare livslängd och ger en högre andel kasserade produkter är sällan den billigaste lösningen på lång sikt.
Vad påverkar priset i det tidiga skedet?
De beslut som har störst inverkan på priset fattas inte av verktygstillverkaren. De fattas av den som konstruerar arbetsstycket.
Konstruktion av detaljer, materialval och toleranskrav sätter ramarna för vad ett verktyg ska kunna klara av. En DfM-genomgång tidigt i processen är därför inte bara god praxis, utan också det mest effektiva sättet att säkerställa att priset återspeglar det som verkligen behövs, och att man inte betalar för komplexitet som kunde ha undvikits. Läs mer om hur man går tillväga i artikeln: Från idé till färdigt formsprutningsverktyg.
Så här förbereder du en prisförhandling
För att få en exakt och jämförbar offert är det bra att ha följande klart för sig:
- 3D-modell och 2D-ritningar med toleranser
- Specifikation av materialkrav
- Förväntad årlig volym och total volym under livslängden
- Krav på yta och ytbehandling
- Krav på dokumentation och validering, inklusive om IQ, OQ eller PQ krävs [INTERN LÄNK → Testkörning, inkörning och validering]
- Önskad leveranstid
Ju mer fullständig underlaget är, desto mer exakt blir erbjudandet, och desto lättare är det att jämföra erbjudanden från olika leverantörer på en realistisk grund.
Sammanfattning
Priset på en formsprutningsform bestäms av detaljens komplexitet, antalet kaviteter, toleranskrav, val av stål, inloppssystem och storlek. Det finns inget standardpris, eftersom det inte finns någon standardform.
Det viktigaste är att priset i hög grad fastställs redan i designfasen. Beslut om detaljens geometri, materialval och toleranser har en direkt och mätbar inverkan på vad ett färdigt verktyg kommer att kosta och vad det kostar att driva över tid.
Vanliga frågor
Priset varierar avsevärt beroende på komplexitet, antal kaviteter och krav. Ett enkelt verktyg med en kavitet kan kosta från 50 000 kr, medan komplexa verktyg med flera kaviteter kan kosta 500 000 kr eller mer. För att kunna ange ett exakt pris krävs en konkret bedömning baserad på uppgifter om arbetsstycket.
Ämnets komplexitet är vanligtvis den avgörande faktorn. Underskärningar, käftlösningar och snäva toleranser ökar konstruktions- och bearbetningstiden avsevärt.
Inte nödvändigtvis. Ett lägre inköpspris kan uppvägas av högre underhållskostnader, kortare livslängd och högre styckpris. Den totala kostnaden under livslängden är den relevanta jämförelsegrunden.
En exakt offert kräver en 3D-modell, 2D-ritningar med toleranser, materialkrav och förväntad volym. Ju mer fullständiga underlagen är, desto mer exakt och jämförbar blir offerten.
Ja. Ett varmkanalsystem kräver en högre initialinvestering än ett kallkanalsystem, men minskar materialspillet och ger kortare cykeltider. Sett över hela livslängden är det vanligtvis den bättre och mer kostnadseffektiva lösningen.










